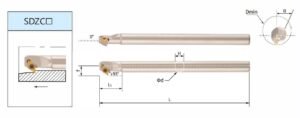
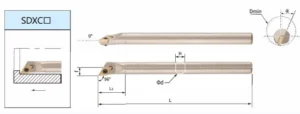
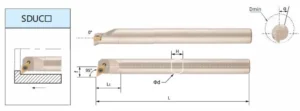
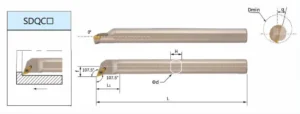
DCMTインサートホルダー DCMTインサートホルダーは、DCMTスタイルの刃先交換式切削インサートを確実にクランプするために特別に設計された汎用性の高い旋削工具ホルダーです。ISO規格の "DCMT "は、55度のノーズ角、ポジティブすくい角、逃げ角、中央の取り付け穴を持つ菱形のチップを示します。ポジティブすくい角により、これらのチップは、様々な被削材、特にアルミニウム、ステンレス鋼、低炭素鋼のような軟質または延性の高い被削材の仕上げ加工や中仕上げ加工を含む、軽~中程度の加工に適している。55度の角度は、優れたクリアランスを提供し、干渉のリスクを低減した複雑な形状のプロファイル加工や機械加工に理想的です。の主な機能は DCMTインサート ホルダーはDCMTインサートに対して安定かつ正確に位置決めされたプラットフォームを提供します。これにより、特に複雑な加工作業や狭い空間において、精密な材料除去と優れた表面仕上げが保証されます。ホルダーは、特定の形状と寸法に合致する精密加工されたポケットを備えています。 DCMT インサートは、通常はネジやレバー機構によって実現される、確実かつ繰り返し可能なクランプを可能にします。この堅牢なクランプにより、加工中のインサートの移動や振動が防止され、特に仕上げ加工や詳細な輪郭形成において高品質な結果を得るために極めて重要です。.DCMTチップは、55°の角度により、微細な仕上げ加工が可能で、優れた加工性を発揮します。片側2枚、合計4枚の切れ刃を持ち、工具寿命とコストパフォーマンスに優れています。対応するDCMT インサートホルダー DCMTインサートツールホルダーは、使いやすく設計されており、迅速で簡単なインサート交換を可能にし、機械のダウンタイムを最小限に抑えます。DCMTインサートツールホルダーは、様々な工作機械のタイプやアプリケーションのニーズに合わせて、様々なシャンクサイズと構成をご用意しており、良好な仕上げ面、低い切削抵抗、優れたクリアランスが要求される精密加工環境において、貴重な資産となります。. ボーリングバー-SDZCRL ボーリング加工用93°ボーリングバー。 ボーリングバー-SDXCRL ボーリング加工用96°ボーリングバー。 ボーリングバー-SDWCRL ボーリング加工用62.5°ボーリングバー。 ボーリングバー-SDUCRL ボーリング加工用95°ボーリングバー。 ボーリングバー-SDQCRL ボーリング加工用107.5°ボーリングバー。 ボーリングバー-SDJCRL ボーリング加工用93°ボーリングバー。 よくある質問 DCMTインサートホルダーの "DCMT "とは何の略ですか? DCMT ”は、ノーズ角55°のひし形の切削インサートのISO規格である。 正のすくい角. DCMTインサートホルダーに装着できる切削インサートの種類は? このチップは、55度のノーズ角とポジティブレーキを持つ菱形のDCMTスタイルの刃先交換式切削チップを保持する。 DCMTインサートは一般的に何に使われるのですか? 仕上げ、中仕上げ、プロファイル加工など、特に良好なクリアランスが必要な軽~中程度の機械加工。 DCMTインサートホルダーとインサートを使用する主な利点は何ですか? 正のすくい角は、切削力と熱を低減し、55度の角度により優れたクリアランスを実現。 用途に合ったDCMTインサートホルダーを選ぶには? お使いの機械に必要なシャンクサイズ、旋削加工のタイプ、加工する材料、必要なリード角を考慮してください。 DCMTインサートをホルダーに正しく取り付けるには? インサートがポケットに正しく装着され、付属のネジまたはレバーを使用して、メーカーのガイドラインに従って確実にクランプされていることを確認する。 DCMTインサートホルダーの一般的なシャンクサイズは? 一般的なサイズには、1/2″、5/8″、3/4″、1″、およびメートル等価があり、さまざまな工作機械ホルダーに適合する。 DCMTインサートホルダーは重荒加工に使用できますか? すくい角がプラスであり、ネガティブレーキチップと比較すると、切れ刃の強度が劣るため、一般的に重荒加工には推奨されない。 このホルダーでDCMTチップを使用して加工される代表的な材料は何ですか? アルミニウム、ステンレス鋼、低炭素鋼、その他の軟質または延性の高い材料で、良好な表面仕上げと複雑な形状が必要な場合、特にクリアランスが必要な用途。 CNMG(80度)のような他のひし形インサートと比較して、DCMTインサートの55度の角度が有利なのはなぜですか? 55度の角度は、より良いクリアランスを提供し、肩に近い部分やより狭いスペースでの加工を可能にし、複雑な部品のプロファイル加工に理想的です。 ツールホルダーに関するお問い合わせ このフォームを入力するには、ブラウザのJavaScriptを有効にしてください。名称 *電子メール *WhatsApp *コメントまたはメッセージ *電話メッセージを送る ご注意ください: 当社は卸売業者であり、最低注文数量があります。