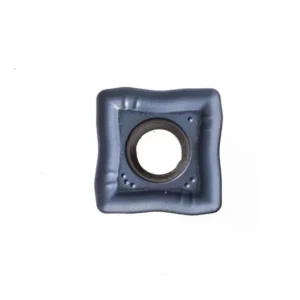
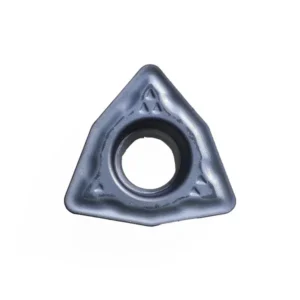
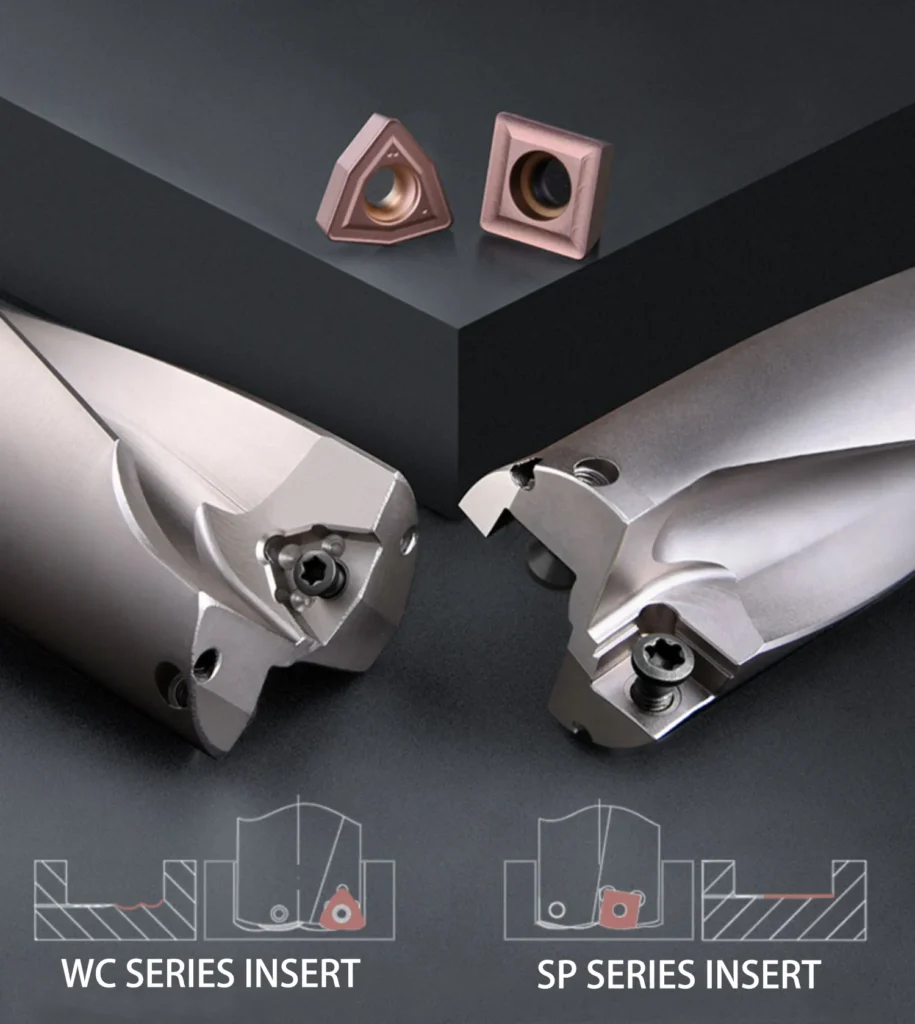
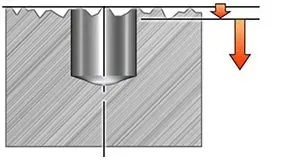
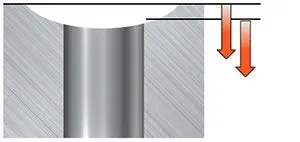
La punta a U, nota anche come punta a inserti indicizzabili o punta modulare, è un utensile da taglio di precisione progettato per realizzare fori efficienti nella lavorazione CNC. Caratterizzata dal design della scanalatura a U e dagli inserti in carburo sostituibili, eccelle nella realizzazione di fori da poco profondi a profondi in vari materiali, tra cui acciaio, acciaio inossidabile, alluminio e materiali compositi. A differenza delle punte elicoidali tradizionali, le punte a U utilizzano un sistema modulare con un corpo utensile resistente e inserti intercambiabili, che le rende altamente adattabili alle applicazioni ad alta velocità e ad alto avanzamento.
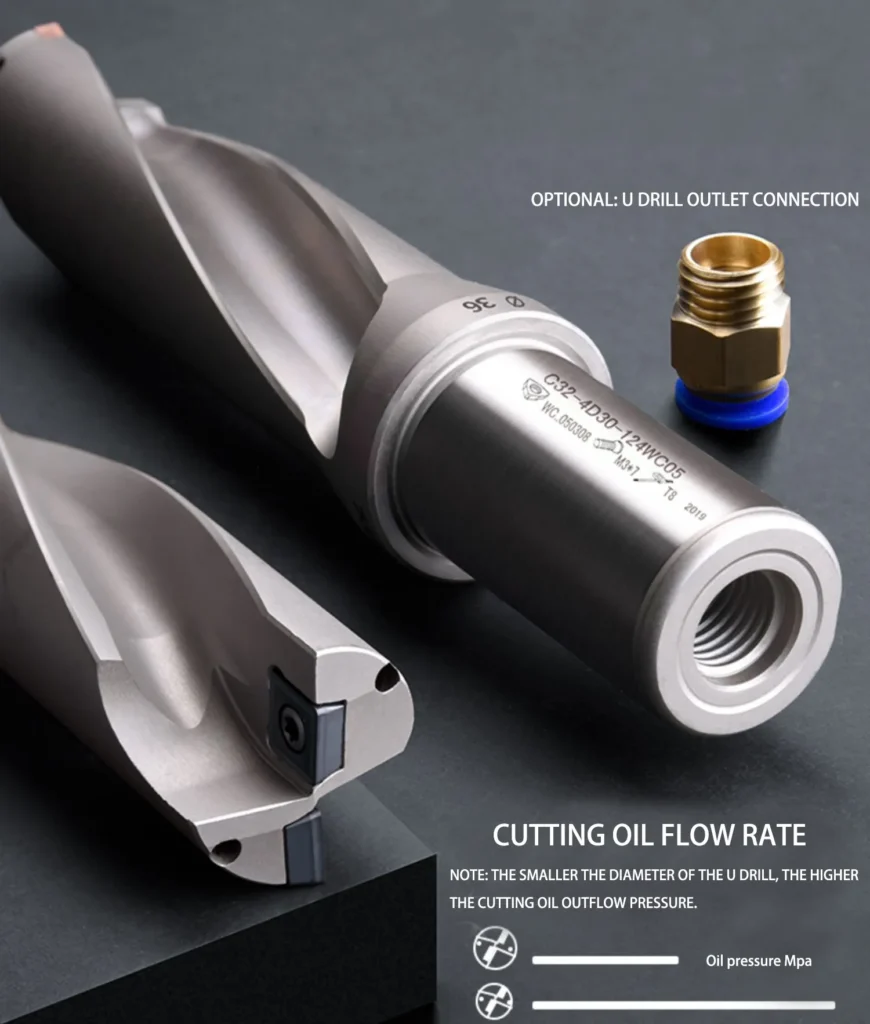
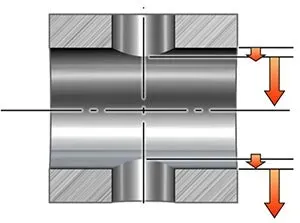
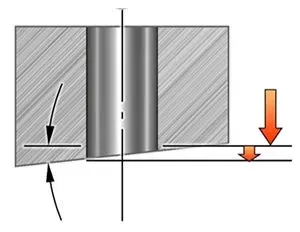
Vantaggi di U Trapani: Le punte U offrono vantaggi significativi che migliorano l'efficienza di lavorazione. Il loro design a scanalatura a forma di U garantisce un'evacuazione dei trucioli superiore, riducendo l'intasamento e consentendo velocità di avanzamento più elevate, che possono ridurre i tempi di ciclo fino al 70%. Il sistema di inserti sostituibili prolunga la durata dell'utensile e riduce i tempi di fermo, poiché gli inserti usurati possono essere sostituiti in pochi minuti senza dover sostituire l'intera punta. Inoltre, le punte U offrono un'eccellente rigidità, consentendo velocità di avanzamento elevate e diametri di lavorazione maggiori (fino a 60 mm), garantendo al contempo una precisione di foratura accurata e finiture superficiali superiori, eliminando spesso la necessità di operazioni di alesatura secondarie.
Le punte a U di ONMY si distinguono per la loro qualità e le loro prestazioni, realizzate con materiali di alta qualità per garantire durata e resistenza al calore. Con un'attenzione particolare all'innovazione, ONMY offre un'ampia gamma di gradi e geometrie di inserti adatti a diversi materiali e applicazioni, supportati da una guida tecnica esperta. Grazie alle vendite dirette in fabbrica, alla rigorosa gestione 6S e all'assistenza post-vendita 24 ore su 24, 7 giorni su 7, ONMY garantisce soluzioni convenienti e un supporto affidabile, rendendo le sue punte a U la scelta ideale per ottenere risultati di lavorazione di alto livello.