Filettatura interna e filettatura esterna

Le filettature sono gli eroi non celebrati dell'ingegneria meccanica, che tengono insieme silenziosamente il mondo moderno. Dalle microscopiche viti che fissano la scheda madre dello smartphone ai massicci bulloni strutturali che stabilizzano un ponte sospeso, tutte queste connessioni si basano su un perfetto accoppiamento geometrico. Il cuore di questa stretta di mano meccanica è la distinzione fondamentale tra filettature esterne e filettature interne.
Sebbene debbano condividere lo stesso profilo di filettatura teorico (come uno standard metrico o unificato) per incastrarsi perfettamente, la loro geometria fisica nel mondo reale è completamente invertita.
Una filettatura esterna viene lavorata sulla superficie esterna di un cilindro o di un cono, come un classico bullone o una vite. Per una filettatura esterna, la logica geometrica è semplice: il diametro maggiore è la distanza da cresta a cresta, che rappresenta la massima larghezza esterna del cilindro. Al contrario, il diametro minore si misura alla radice della filettatura, che rappresenta il nucleo più sottile e strutturalmente più vulnerabile del pezzo.
Una filettatura interna, invece, è tagliata nella superficie interna di un foro, esattamente come le filettature all'interno di un dado o di un blocco motore. In questo caso, la prospettiva geometrica si capovolge. Il diametro maggiore è ora nascosto nelle radici della filettatura: è la parte più larga del taglio all'interno del foro. Il diametro minore rappresenta le creste della filettatura interna che, in termini pratici di lavorazione, corrisponde direttamente alla dimensione del foro iniziale da praticare prima di tagliare la filettatura.
La comprensione di questa relazione geometrica “inversa” non è solo un esercizio teorico, ma è il primo passo fondamentale per qualsiasi ingegnere o macchinista. Essa determina tutto, dal modo in cui calcoliamo le tolleranze agli utensili da taglio specifici che scegliamo in officina.
Funzione e relazione di accoppiamento
Funzione e ruolo di accoppiamento
- Filettatura esterna (filettatura maschio / filettatura esterna a vite): Agisce come componente attivo e inserente. Si trova tipicamente sul bullone, sulla vite, sul prigioniero, sulla vite di testa o su qualsiasi elemento di fissaggio maschio che si innesta nella filettatura interna.
- Filettatura interna (filettatura femmina / filettatura interna a vite): Agisce come componente passivo e ricevente. Si trova tipicamente in dadi, fori filettati in alloggiamenti, inserti filettati, flange o qualsiasi parte che accetti e trattenga la filettatura esterna.
Caratteristiche di sopportazione del carico durante il serraggio/carico assiale Quando un giunto filettato viene caricato in tensione (si sfila), le forze agiscono in modo diverso su ciascun lato a causa della geometria:
| Aspetto | Filettatura esterna (su bullone/vite) | Filettatura interna (in dado/foro) |
|---|---|---|
| Carico primario sul fianco della filettatura | Il fianco della filettatura trasferisce la forza assiale | Il fianco della filettatura trasferisce la forza assiale |
| Sollecitazione sul dente del filo | La cresta del dente (in alto) è compressa | La radice del dente (in basso) è compressa |
| Sollecitazione sulla radice del filo | La radice del dente (area del filetto) subisce una sollecitazione di trazione (area più critica) | La cresta del dente subisce una sollecitazione di trazione |
| Posizione tipica di concentrazione delle sollecitazioni | Elevata concentrazione di sollecitazioni in corrispondenza del filetto (effetto intaglio + carico di trazione) | Le sollecitazioni sono più distribuite, ma i primi fili impegnati sopportano un carico sproporzionato. |
| Distribuzione del carico | Più uniforme tra i thread impegnati (ma ancora più alto nei primi thread) | Altamente non uniforme; le prime 3-5 filettature spesso sopportano 60-80% del carico totale (a seconda del passo, del materiale, dell'accoppiamento) |
| Vantaggio in termini di resistenza | Capacità di resistenza alla trazione generalmente più elevata (sezione trasversale solida, area della radice più grande rispetto alla sollecitazione) | Resistenza intrinseca più bassa a causa della riduzione del materiale intorno al foro e del rischio di sollecitazioni a cerchio |
| Modalità di guasto comune (sovraccarico / fatica) | Frattura della radice del filetto, iniziazione della cricca da fatica sul filetto della radice, rottura a trazione del gambo | Spanatura della filettatura (rottura a taglio delle filettature interne), dilatazione/scoppio del dado, rottura per sfilamento |
Principali intuizioni ingegneristiche
- Nella maggior parte delle giunzioni bullonate standard, gli ingegneri progettano in modo che la filettatura esterna (bullone) si rompa per prima in tensione (distacco duttile/rottura del gambo), piuttosto che spanare la filettatura interna - questa è considerata una modalità di guasto più sicura e prevedibile (il bullone si rompe ma il dado/il corpo rimane intatto).
- Le filettature interne sono più inclini a spanarsi perché:
- Il materiale che sostiene la filettatura è anulare (minore sezione trasversale).
- La sollecitazione di trazione a cerchio (circonferenziale) tende a espandere il dado/foro.
- Il carico si concentra sui primi fili.
- Nelle applicazioni ad alta resistenza (bulloni di grado 8/10,9/12,9), il dado è spesso reso leggermente più morbido del bullone per favorire il cedimento del bullone piuttosto che la spanatura del dado.
Le filettature esterne in genere gestiscono i carichi di trazione attraverso la tensione della radice e offrono una maggiore resistenza complessiva, mentre le filettature interne sopportano carichi di compressione sulla radice, ma sono più vulnerabili alla spellatura e allo scoppio del cerchio; pertanto, la priorità di progettazione è solitamente data alla protezione della filettatura interna dal sovraccarico.
Metodi di lavorazione e percorsi di processo
Quando si passa dalla teoria geometrica alla realtà dell'officina meccanica, le differenze tra filettature esterne e interne diventano decisamente fisiche. L'intera strategia di produzione di una filettatura è dettata da un fattore critico: l'accessibilità. Questa singola variabile determina la facilità con cui l'utensile da taglio può impegnare il materiale, l'efficacia con cui il refrigerante può raggiungere la zona di taglio e, soprattutto, la destinazione dei trucioli di metallo.
Lavorazione esterna: Il vantaggio dell'aria aperta
La lavorazione di una filettatura esterna è generalmente un processo molto accessibile. Poiché l'operazione avviene all'esterno di un cilindro, si tratta di un ambiente di taglio “aperto”. Il refrigerante può essere versato direttamente sul tagliente e i trucioli di metallo possono cadere naturalmente dal pezzo.
Questa libertà consente un'ampia varietà di metodi di produzione ad alta efficienza:
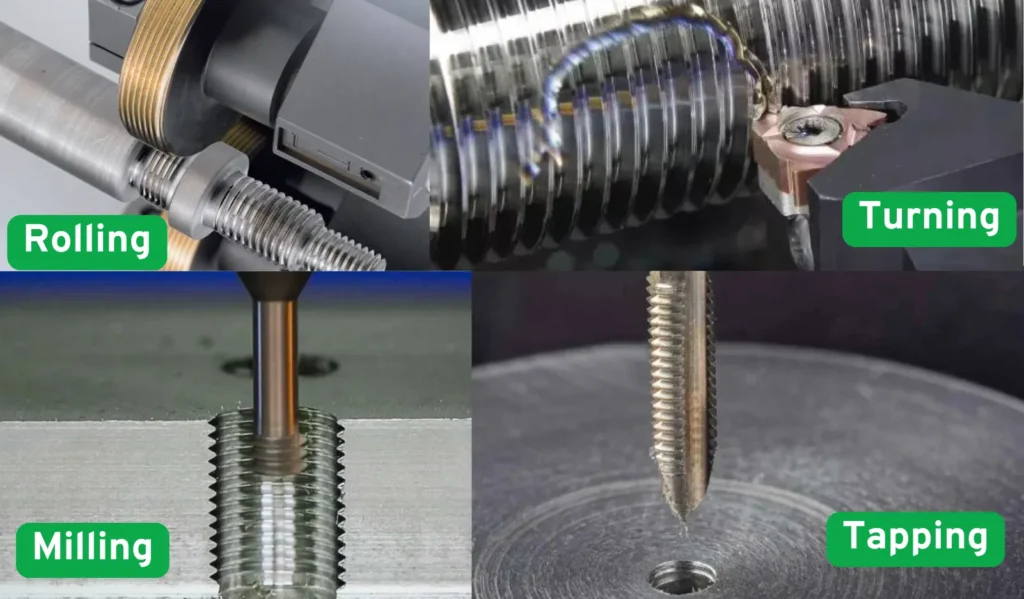
- Filetto che gira: Utilizzo di un tornio con un punto singolo inserto filettato è lo standard di precisione e flessibilità.
- Arrotolamento del filo: Per la produzione di massa e per i dispositivi di fissaggio ad alta resistenza (come i bulloni automobilistici), la laminazione è il re indiscusso. Invece di tagliare il metallo, le matrici in acciaio temprato pressano e forgiano a freddo il profilo del filetto nel pezzo grezzo. In questo modo non si producono trucioli e si aumenta notevolmente la resistenza alla fatica del filetto grazie all'indurimento per lavoro.
- Filettatura con le matrici: Spesso utilizzato per le riparazioni manuali o per le impostazioni rapide su torni manuali.

Lavorazione interna: La sfida claustrofobica
Il taglio delle filettature interne, soprattutto nei fori ciechi (fori che non attraversano completamente il pezzo), è una cosa completamente diversa. L'ambiente di lavorazione è chiuso e claustrofobico. Il refrigerante fatica a raggiungere il fondo del foro e l'evacuazione del truciolo diventa il nemico principale dell'ingegnere. Un truciolo impaccato può rompere istantaneamente un utensile da taglio, distruggendo sia l'utensile che, potenzialmente, il costoso pezzo da lavorare.
Per superare queste restrizioni, i macchinisti si affidano a tecniche specializzate:
- Picchiettatura: È il metodo più comune per i fori di piccole e medie dimensioni. I maschi sono utensili rotanti specializzati che tagliano i filetti mentre vengono inseriti nel foro. Per i fori ciechi, i maschi a spirale sono molto utilizzati perché la loro geometria tira attivamente i trucioli verso l'alto e fuori dal foro, proprio come una punta da trapano.
- Interno Tornitura di filetti (Noioso): Utilizzato per fori più grandi su un tornio. La sfida principale è la rigidità dell'utensile. L'inserto di taglio deve essere montato su una barra di alesatura che arriva all'interno del foro. Se il foro è profondo, l'elevato rapporto lunghezza/diametro (L/D) rende l'utensile molto suscettibile alle vibrazioni e al “chattering”, che rovina la finitura della filettatura.
- Fresatura della filettatura: Una tecnica avanzata di CNC in cui un dispositivo rotante fresa spirale lungo il foro. Genera trucioli più piccoli che vengono facilmente eliminati ed è particolarmente indicato per la lavorazione di materiali duri o di filettature interne molto grandi dove un rubinetto richiederebbe una coppia eccessiva.
| Dimensione | Filettatura esterna (maschio/esterno) | Filettatura interna (femmina/interna) | Confronto difficoltà/costo/rischio | Note applicative tipiche |
|---|---|---|---|---|
| Principali metodi di lavorazione | 1. Rullatura dei filetti (la più utilizzata per la produzione di massa) 2. Tornitura a punto singolo (tornio) 3. Filiere per la rullatura / filiere planetarie (rullatura) 4. Fresatura dei filetti 5. Rettifica dei filetti (per l'ultraprecisione). Rettifica della filettatura (per l'ultra-precisione) | 1. Formatura / Maschiatura a flusso (formatura a freddo senza trucioli) 2. Filettatura (altamente flessibile) 3. Maschiatura a taglio (tradizionale) 4. Tornitura interna a punto singolo (tornio) 5. Brocciatura / Spinta (rara, grandi diametri) | Interno significativamente più duro in generale | Esterno: domina la laminazione; Interno: formatura/fresatura in rapida ascesa |
| Requisiti di rigidità dell'utensile | Basso (breve sporgenza, superficie esterna aperta) | Molto elevato (sporgenza dell'utensile/tappo lungo e sottile, soggetto a vibrazioni/rotture) | Interno >> Esterno | Le parti interne di piccolo diametro (M3 e inferiori) sono le più resistenti |
| Difficoltà di evacuazione dei chip | Estremamente facile (le patatine volano verso l'esterno, spazio aperto) | Estremamente difficile (foro chiuso, i trucioli possono incepparsi, impacchettarsi e rompere l'utensile) | Interno >> Esterno | I fori interni ciechi sono il problema più grande |
| Accesso al liquido di raffreddamento/lubrificazione | Facile (è possibile l'allagamento esterno o l'utensile passante, che raggiunge direttamente la zona di taglio) | Difficile (richiede un refrigerante passante, alta pressione o MQL; altrimenti surriscaldamento/astinenza) | Interno molto più difficile | I materiali resistenti (titanio, acciaio inox) necessitano di alta pressione per i componenti interni. |
| Vita dell'utensile | Più lungo (laminazione quasi illimitata; tornitura/fresatura buona) | Più brevi (soprattutto i maschi da taglio di piccolo diametro: spesso solo decine o centinaia di fori) | Interno 5-20× più corto in molti casi | La maschiatura interna ad alto volume richiede frequenti cambi di utensili |
| Tempo di ciclo / Velocità di elaborazione | Veloce (laminazione: pochi secondi per parte; anche la tornitura è rapida) | Più lento (la maschiatura richiede una bassa velocità + peck/reverse; la fresatura è flessibile ma con un percorso più lungo) | Rallentatore interno 30%-200% | La laminazione esterna di massa ha un vantaggio schiacciante in termini di velocità |
| Limite del diametro piccolo (metrico) | M1.0-M0.8 ancora relativamente fattibile | M1.0 e inferiore molto impegnativo; M1.2-M1.4 già difficile; M0.8- spesso necessita di processi speciali | Interno più limitato | Filettature minuscole medicali/aerospaziali spesso progettate esternamente |
| Le specifiche più difficili | Passo grosso, filettature lunghissime, tubi a parete sottile (rischio di vibrazioni/deformazioni) | Fori profondi di piccolo diametro + passo fine, fori ciechi, materiali ad alta durezza (HRC>40), superleghe (Inconel, Ti) | - | Cieco interno + fine + difficile da tagliare = combinazione da incubo |
| Finitura superficiale e resistenza | Laminazione migliore (tempra a freddo, Ra 0,2-0,4 µm, resistenza alla fatica +30-50%) | La maschiatura di formatura è la migliore (affinamento della grana, alta resistenza come la laminazione); la maschiatura di taglio è inferiore. | Laminazione esterna > Formatura interna > altri | Le parti ad alta fatica danno la priorità a parti esterne laminate o interne formate. |
| Classifica dei costi (produzione di massa) | Laminazione più bassa → Laminazione a stampo → Tornitura/Fresatura → Rettifica | Formatura della maschiatura più bassa (senza trucioli) → Fresatura della filettatura (utensili flessibili ma costosi) → Taglio della maschiatura (utensili economici ma di breve durata) | Costo interno generalmente più elevato | La laminazione esterna è il re dei costi/prestazioni per i volumi |
| Problemi e rischi comuni | Scarsa superficie del grezzo prima della laminazione → rottura della matrice Laminazione/tornitura a parete sottile → ovalizzazione/espansione Vibrazioni che causano errori di passo | Rottura del rubinetto (disastro più frequente) Foro cieco incompleto ultima filettatura Ritorno a molla sovradimensionato dopo la formatura/taglio Scarsa evacuazione del truciolo → Galleggiamento/rottura | Rischio interno molto più elevato | La rimozione del rubinetto rotto nei componenti interni può essere estremamente costosa |

La logica inversa dell'ispezione dei fili
Nel mondo della produzione di precisione, non si può controllare ciò che non si può misurare. Così come le caratteristiche geometriche delle filettature esterne e interne sono invertite, gli strumenti utilizzati per ispezionarle sono esattamente l'opposto fisico dei pezzi che stanno misurando. Per verificare la qualità di una filettatura in officina, i macchinisti utilizzano essenzialmente un pezzo di accoppiamento “perfetto” per testare quello appena lavorato, facendo molto affidamento sul principio Go/No-Go.
Ispezione delle filettature esterne
Circondare la parte Quando si valuta una filettatura esterna come quella di un bullone, la preoccupazione principale è che si inserisca senza problemi in un dado standard senza essere troppo allentato.
- Misuratori di anelli di filettatura: Lo strumento standard in officina è il calibro per anelli di filettatura. È disponibile in una coppia: l'anello “Go” e l'anello “No-Go”. L'anello Go riproduce un dado perfettamente dimensionato nelle condizioni di massimo materiale; deve filettare completamente sul bullone senza eccessiva forza. L'anello No-Go controlla il limite minimo del diametro del passo e non deve filettare per più di due giri.
- Misura di precisione: Per ottenere dati numerici esatti, piuttosto che un semplice passa/non passa, gli ispettori del controllo qualità utilizzano un Micrometro per filettatura dotati di speciali incudini a V per misurare direttamente il diametro del passo. In ambienti di laboratorio di alta precisione, il Metodo a tre fili è lo standard di riferimento. Inserendo tre fili rettificati di precisione nelle scanalature della filettatura e misurandoli trasversalmente, gli ingegneri possono calcolare con estrema precisione il diametro reale del passo.
Ispezione delle filettature interne
Sondare le profondità L'ispezione di un foro filettato presenta le stesse sfide di accessibilità della lavorazione. Non è possibile vedere facilmente all'interno del foro, quindi è necessario affidarsi esclusivamente al feedback tattile e a sonde specializzate.
- Manometri a tappo filettato: L'inverso del calibro ad anello, il calibro per tappi di filettatura ha l'aspetto di un bullone in acciaio temprato ad alta precisione. L'estremità “Go” deve filettare senza problemi fino al fondo del foro filettato, dimostrando che il diametro maggiore e il passo sono sufficientemente grandi per accettare un bullone standard. L'estremità “No-Go” verifica che il foro non sia stato tagliato troppo grande.
- La sfida della misurazione interna: Ottenere una misura numerica effettiva del diametro di un passo interno è notoriamente difficile. Esistono micrometri specializzati per filettature interne, ma sono delicati e ingombranti. Spesso, per i componenti aerospaziali o medicali critici, la verifica della geometria interna richiede la fusione di uno stampo dell'interno del foro o l'uso di una macchina di misura a coordinate (CMM) avanzata con stili specializzati.

Tolleranze e accoppiamenti
Anche se un bullone esterno e un foro filettato interno sono lavorati perfettamente secondo i loro profili teorici, potrebbero comunque non avvitarsi. Perché? Perché gli assemblaggi meccanici necessitano di una quantità minuscola e controllata di “spazio invisibile” per funzionare: spazio per la lubrificazione, per la placcatura anticorrosione o semplicemente per la possibilità di essere assemblati a mano senza legami. Questa zona cuscinetto microscopica è regolata dalle rigorose regole delle tolleranze e degli accoppiamenti.
Nel sistema di filettatura metrico (ISO), ampiamente diffuso, la distinzione tra filettatura interna ed esterna è immediatamente evidente nei progetti di ingegneria, indicata semplicemente dal caso delle lettere utilizzate.
- Tolleranze della filettatura esterna (minuscolo): Le fasce di tolleranza per le filettature esterne, come i bulloni e le viti, sono sempre indicate con lettere minuscole (ad esempio,
g,h,e). Ad esempio, una classe di tolleranza comune per un bullone standard è 6g. Il numero “6” definisce il grado di precisione (la dimensione della finestra di tolleranza), mentre la lettera “g” indica la posizione di tale finestra. Una posizione “g” significa che la dimensione massima consentita del bullone è intenzionalmente tagliata leggermente più piccola della dimensione teorica di base, garantendo un piccolo gioco. - Tolleranze della filettatura interna (maiuscole): Al contrario, le fasce di tolleranza delle filettature interne sono sempre indicate con lettere maiuscole (ad esempio,
G,H). Un dado standard ha di solito un 6H tolleranza. La “H” indica che la dimensione minima consentita del foro filettato è esattamente uguale alla dimensione teorica di base (ha una deviazione inferiore pari a zero).
Quando si abbina una filettatura interna 6H con una filettatura esterna 6g, si crea il gioco standard più comune in ingegneria. La matematica garantisce che non si scontreranno mai perfettamente l'uno con l'altro, lasciando solo lo spazio necessario per un funzionamento regolare.
In definitiva, queste tolleranze si applicano in modo critico al diametro del passo (il cilindro teorico in cui le creste e le scanalature della filettatura hanno la stessa larghezza). Per una filettatura metrica standard, il diametro teorico del passo (d2) viene calcolato utilizzando il diametro nominale (d) e il passo (P) mediante la seguente formula:
d2 = d - 0,6495P
Il controllo di questa specifica dimensione all'interno della banda di tolleranza assegnata è l'obiettivo finale dei processi di lavorazione e ispezione discussi in precedenza.
Sistema completo a confronto: Filettature esterne e interne
| Caratteristiche / Dimensioni | Filettatura esterna (maschio) | Filettatura interna (femmina) |
| Posizione geometrica | Incidere la superficie esterna di un cilindro o di un cono. | Taglio della superficie interna di un foro praticato o alesato. |
| Componenti tipici | Bulloni, viti da macchina, prigionieri, viti di piombo, alberi filettati. | Dadi, flange filettate, fori filettati in blocchi motore o basamenti di macchine. |
| Diametro maggiore (D / d) | Rappresenta la distanza da cresta a cresta. È la dimensione esterna più grande (dimensione nominale). | Rappresenta la distanza da radice a radice. È il taglio più largo nascosto in profondità nel foro. |
| Diametro minore (D1 / d1) | Rappresenta il diametro della radice. È il nucleo più sottile e strutturalmente più vulnerabile del dispositivo di fissaggio. | Rappresenta il diametro della cresta. Determina direttamente la dimensione della punta necessaria prima della filettatura. |
| Processi di lavorazione primari | Tornitura di filetti a punto singolo, rullatura di filetti (formatura/forgiatura a freddo), filettatura con matrici, fresatura di filetti. | Maschiatura (taglio o forma), tornitura di filetti interni (alesatura), fresatura di filetti. |
| Ambiente di lavorazione | Taglio all'aperto. Ottima accessibilità per il refrigerante e l'evacuazione naturale dei trucioli per gravità/forza centrifuga. | Chiuso/Claustrofobico. Soprattutto nei fori ciechi. Alto rischio di impaccamento dei trucioli e scarsa penetrazione del refrigerante. |
| Sfide per gli utensili | In genere si tratta di configurazioni di utensili molto rigide. L'usura degli utensili è facile da monitorare visivamente. | Soggetto a rottura dell'utensile a causa dei trucioli impaccati. Interno barre noiose soffrono di elevati rapporti di sporgenza (L/D), con conseguenti vibrazioni e fruscii. |
| Ispezione in officina | Calibri ad anello per filettatura (Go/No-Go). Il calibro avvolge il pezzo lavorato. | Misuratori di filettatura (Go/No-Go). Il calibro sonda l'interno del foro lavorato. |
| Misura di precisione | Micrometri a filo (V-anvil), metodo a tre fili, comparatori ottici. | Micrometri interni specializzati, macchine di misura a coordinate (CMM) o stampaggio interno. |
| Tolleranze metriche ISO | Designato da lettere minuscole (ad esempio, 6g, 6h). Controlla il gioco sul bullone. | Designato da lettere maiuscole (ad esempio, 6H, 6G). Controlla la dimensione minima del foro. |
FAQ
Riferimenti e ulteriori letture
- Sandvik Coromant - Centro di conoscenza sulla filettatura Una guida completa di uno dei principali produttori di utensili da taglio del mondo. Offre consigli applicativi approfonditi sulla filettatura, sulla fresatura e sulla selezione degli inserti per operazioni esterne e interne. Sito web: https://www.sandvik.coromant.com/en-us/knowledge/machining-formulas-definitions/threading
- Utensili OSG - Guida e risoluzione dei problemi di maschiatura OSG è leader mondiale nella produzione di utensili per la realizzazione di fori e filettature. La sua biblioteca tecnica è una risorsa eccellente per comprendere le complessità della filettatura interna, il calcolo delle dimensioni corrette della foratura e le soluzioni per l'evacuazione dei trucioli nei fori ciechi. Sito web: https://www.osgtool.com/resources/technical
- Engineers Edge - Standard e tolleranze della filettatura metrica ISO Un riferimento essenziale per i progettisti. Questo sito fornisce grafici dettagliati e calcolatori ingegneristici per i profili di filettatura metrica ISO, comprese le dimensioni esatte per i profili di filettatura ISO. 6H (interno) e 6g classi di tolleranza (esterne) discusse in questo articolo. Sito web: https://www.engineersedge.com/hardware/metric-external-thread-sizes1.htm
- Manuale delle macchine (Industrial Press) Spesso definito la “Bibbia delle industrie meccaniche”. Pur essendo un manuale stampato, rimane la fonte autorevole per il metodo di misurazione a tre fili, per le formule della geometria della filettatura e per le strategie di prevenzione della gallatura specifiche per ogni materiale. Sito web: https://industrialpress.com/machinerys-handbook/