Classificazione completa dei tipi di filettatura e guida alla selezione
Le filettature delle viti (dette anche filetti o filetti di fissaggio) sono creste elicoidali su superfici cilindriche che convertono il movimento rotatorio in movimento lineare o forza. Sono essenziali nei dispositivi di fissaggio (bulloni, viti, dadi), nella trasmissione di potenza (viti a piombo, martinetti), nella tenuta dei tubi e nei meccanismi di precisione.
1. Terminologia chiave
La comprensione della geometria è essenziale prima di classificare i fili:
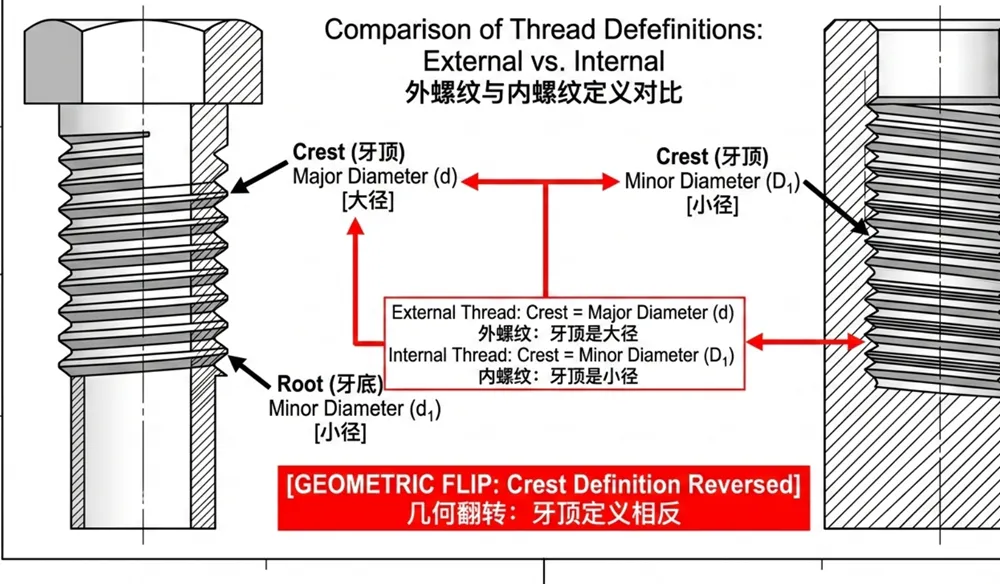
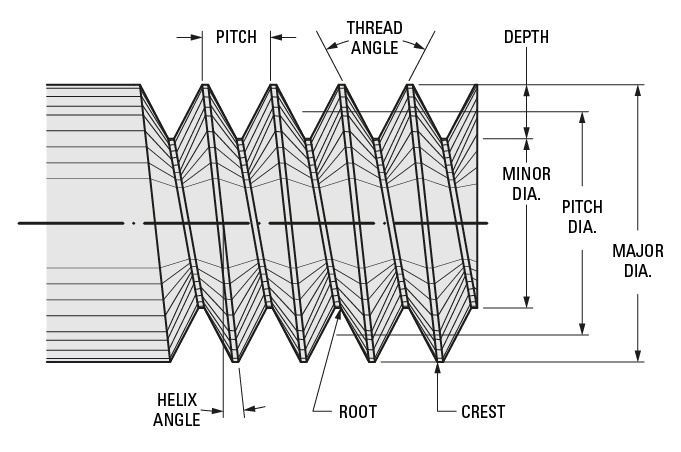
- Diametro maggiore: Diametro massimo (creste sulle filettature esterne; radici su quelle interne).
- Diametro minore: Diametro minimo (radici esterne, creste interne).
- Diametro del passo: Diametro teorico in cui la larghezza della filettatura è uguale alla larghezza della scanalatura.
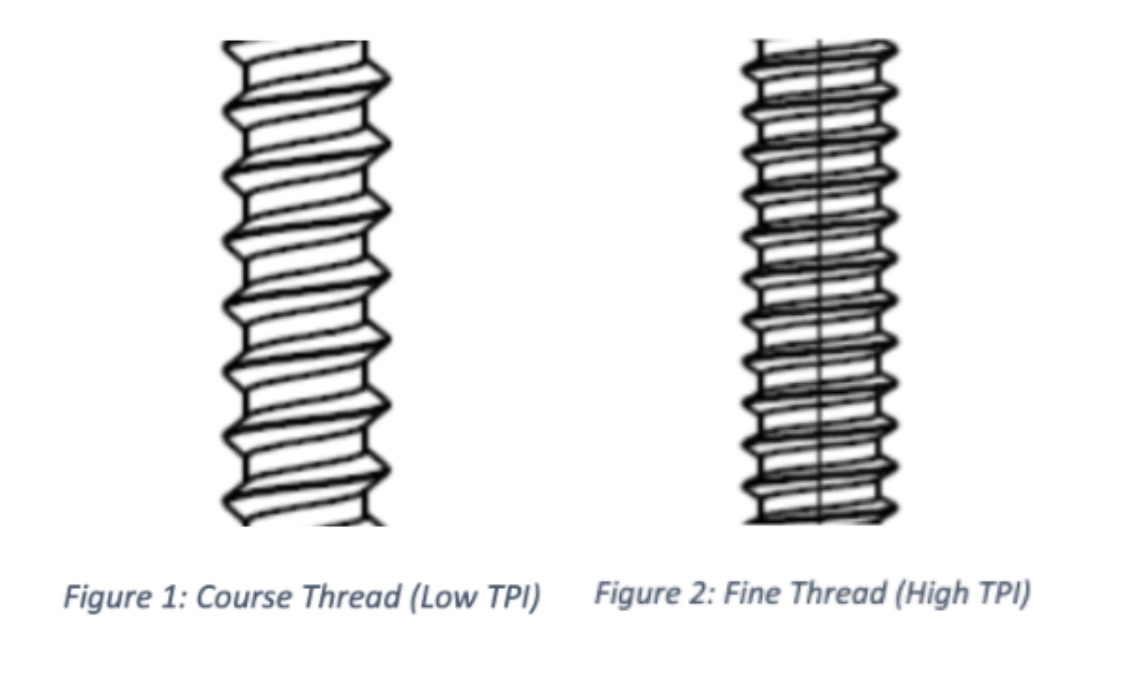
- Pitch: Distanza assiale tra creste di filettatura adiacenti (mm in metrica; filetti per pollice/TPI in imperiale).
- Piombo: Avanzamento assiale per giro (uguale al passo per le filettature a partenza singola).
- Angolo del fianco: Angolo tra il fianco del filetto e l'asse perpendicolare (ad esempio, 60° per la maggior parte dei filetti a V).
- Cresta/radice: Parti esterne/interne dell'edificio profilo del filo.
- Manualità: A destra (RH, standard; si stringe in senso orario) o a sinistra (LH).
- Conicità: Paralleli (diritti) o conici (conici per la tenuta).

2. Classificazione completa
Per funzione
- Filettature di fissaggio/montaggio: Per unire parti (bulloni, viti, dadi). Profilo triangolare/V più comune.
- Filetti di potenza/trasmissione: Conversione della coppia in forza/movimento lineare (viti a piombo, morse, martinetti). Profili trapezoidali, quadrati o a contrafforte.
- Filettature per tubi e guarnizioni: Per connessioni fluido/gas. Spesso rastremati per garantire la tenuta per interferenza.
- Fili speciali: Viti per legno, autofilettanti, a testa zigrinata (arrotondata per una maggiore durata), multi-start (avanzamento più rapido).
Per forma/profilo del filo (sezione trasversale)
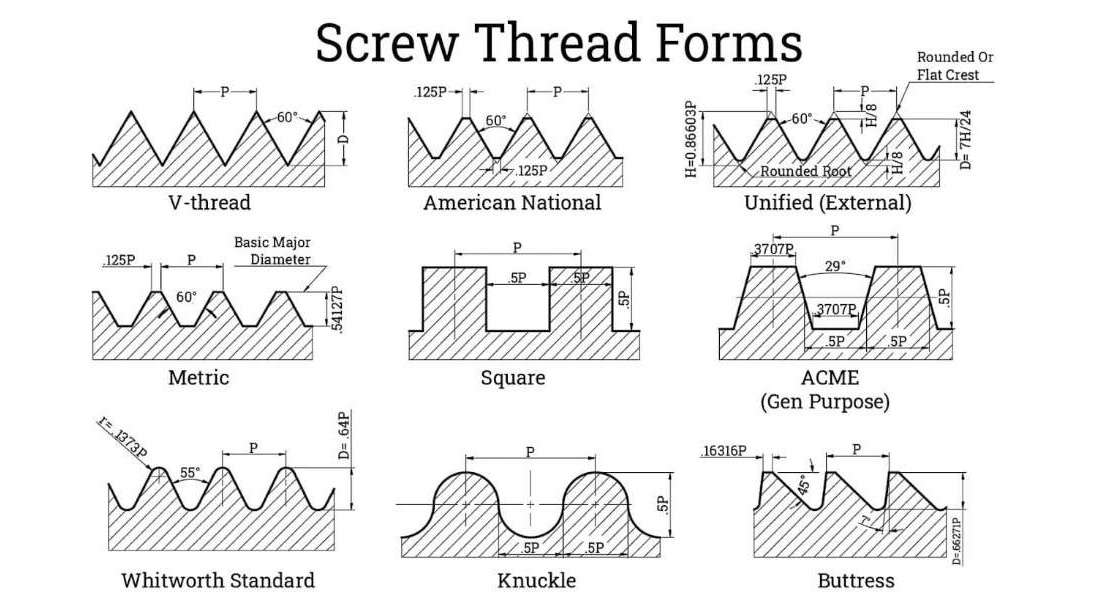
- Triangolare/Filo V (angolo del fianco di 60° o 55°): La più comune per il fissaggio. Include le viti a V, tronche, ISO Metric, Unified, Whitworth. Elevata resistenza in trazione, ma maggiore attrito.
- Filo quadrato: Profilo quadrato; minimo attrito/massima efficienza per la trasmissione di potenza. Difficile e costoso da produrre; radice più debole.
- Filettatura Acme/Trapezoidale (angolo del fianco 29°-30°): Creste/radici piatte; più facili da lavorare rispetto a quelle quadrate. Ottimo per le viti di potenza; efficienza e resistenza bilanciate.
- Filo per contrafforti (asimmetrico, spesso a 45° da un lato): Elevata capacità di carico in una direzione; efficiente come il quadrato, ma con un taglio più forte. Utilizzato nelle presse/macchine.
- Filo tondo/nocchetta: Profilo arrotondato; resistente allo sporco/corrosione. Utilizzato in ambienti difficili (ad es. ferrovie, giunti).
- Altri: Vite senza fine (tipo ingranaggio elicoidale), varianti a dente di sega.
Per sistema di standardizzazione e misurazione
- ISO Metrico (M): Standard globale (profilo a V di 60°). Passo grosso (default) o fine. Designazione: M10×1,5 (diametro × passo). Norme: ISO 261/724.
- Standard di filettatura unificata (UTS - Inch): Dominante USA/Canada (60°). UNC (grosso), UNF (fine), UNEF (extra fine), UNS (speciale). Ad esempio, 1/2-13 UNC (diametro-TPI). Norme: ANSI/ASME B1.1.
- Whitworth (britannico): 55° arrotondato. BSW (grossolano), BSF (fine), BSP (tubo). In gran parte storici, ma ancora presenti nel Regno Unito/Commonwealth.
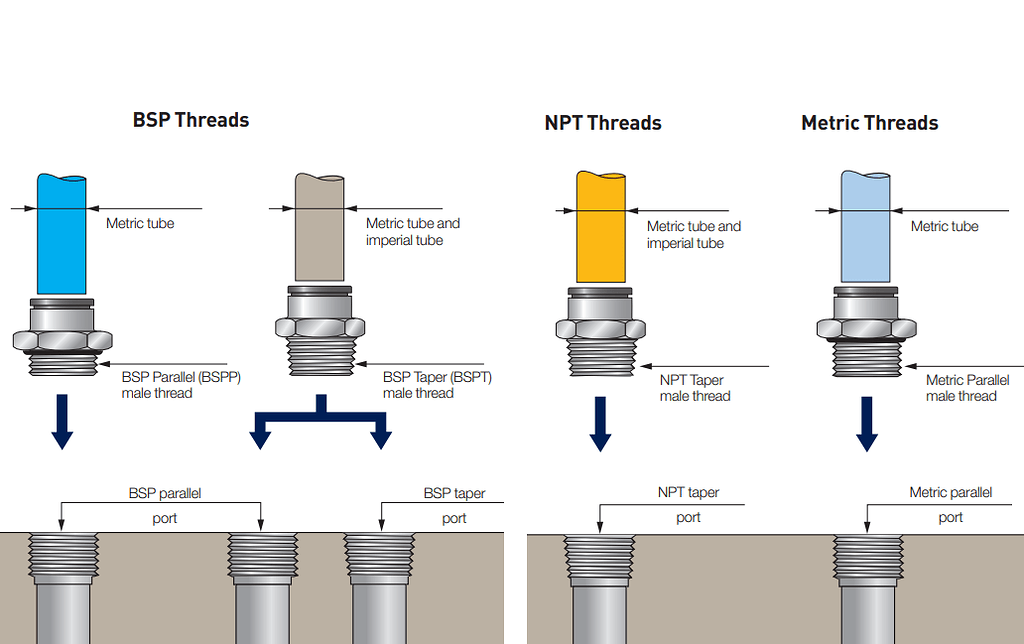
- Filettature dei tubi:
- NPT/NPTF (US conico, 60°; autosigillante con nastro).
- BSPP/G (parallelo, 55°; necessita di rondella/sigillante).
- BSPT/R (conico, 55°).
- Serie potenza/trasmissione: Trapezoidale (Tr/DIN 103), Acme (ASME), Quadrato, Forcella.
- Altri: PG (condotti), BA (piccoli strumenti), UNJ/MJ (aerospaziale con raggio di radice).
Quando si sceglie utensili per la filettatura, potete scegliere tra la nostra vasta gamma di prodotti.
Dalla serie Pitch
- Grosso: Passo più grande/meno TPI. Montaggio più rapido, migliore resistenza alla spellatura, maggiore facilità nei materiali fragili o con placcatura.
- Fine/Extra Fine: Passo più piccolo/più TPI. Maggiore resistenza alla trazione, migliore resistenza alle vibrazioni, regolazione più fine, maggiore resistenza alle pareti sottili.
In base ad altri criteri
- Manualità: RH (default) vs. LH (antiallentamento in gruppi rotanti).
- Inizio: Avviamento singolo (standard) o multiplo (avanzamento lineare più rapido, autobloccante inferiore).
- Conico vs. Parallelo: Conico per la tenuta; parallelo per uso generale.
- Classi di tolleranza/adattamento (Unificato): 1A/1B (sciolto), 2A/2B (uso generale, ~90%), 3A/3B (precisione/stretto). Il sistema metrico utilizza gradi di tolleranza (ad esempio, 6g/6H).
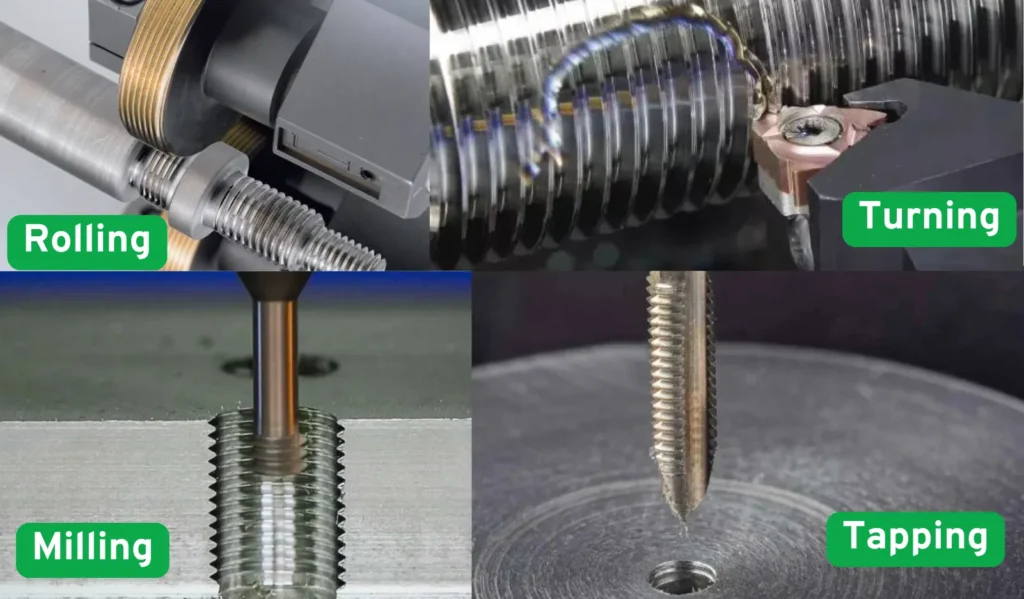
3. Filettatura, resistenza e produzione
- Classi di idoneità: Controllo del gioco e della tenuta. 2A/2B bilancia assemblaggio e resistenza; 3A/3B per applicazioni critiche. Spesso si aggiunge una quota per la placcatura.
- La forza: Il bullone deve cedere in tensione prima che la filettatura si spacchi. Lunghezza dell'innesto ~1× diametro (acciaio). Le filettature arrotolate (più resistenti e lisce) sono da preferire a quelle tagliate.
- Produzione: Taglio vs. laminazione; influenza sui costi e sulla durata a fatica.
4. Guida alla selezione
Scegliete in base a questi fattori passo dopo passo:
Regione/Compatibilità - Metrico (M) in tutto il mondo (tranne che negli Stati Uniti e nel Regno Unito). Unificato (UNC/UNF) in Nord America. Whitworth/BSP nel Regno Unito/Commonwealth. Abbinare le parti di accoppiamento per evitare incompatibilità.
Applicazione primaria:
- Fissaggio generale: ISO metrico grosso o UNC. Usare fine (MF/UNF) per vibrazioni, materiali sottili o precisione.
- Tubi/Sigillatura: NPT (USA, conico, sigillante opzionale con NPTF). BSPT (conico, Europa/Asia). BSPP (parallelo + O-ring/rondella). Evitare la miscelazione.
- Trasmissione di potenza/movimento (Morsetti, viti di piombo, morse):
| Tipo di filo | Efficienza | Forza/taglio | Produttività | Ideale per | Svantaggi |
|---|---|---|---|---|---|
| Standard (UNC/UNF) | Medio | Alto (albero) | Eccellente | Morsetti generici | Attuazione più lenta |
| Acme/Trapezoidale | Alto | Buono | Buono | Morse, attuatori | Costo moderato |
| Quadrato | Il più alto | Radice inferiore | Povero | Viti di precisione | Difficile da lavorare |
| Contrafforte | Alto | Il più alto (solo andata) | Buono | Presse unidirezionali | Solo in una direzione |
Carico, vibrazioni e ambiente:
- Vibrazioni elevate: Filettature sottili o elementi di bloccaggio.
- Carico pesante/unidirezionale: Soppressione.
- Alta efficienza/basso attrito: Avviamento quadrato o multiplo.
- Duro/sporco: Nocca/rotonda.
- Necessario l'autobloccaggio: V grossolano o standard (evitare l'avviamento multiplo).
Montaggio e prestazioni:
- Velocità/facilità: Filettatura grossa (meno giri).
- Resistenza/precarico: Filettatura fine.
- Pareti sottili/materiali fragili: Grosso.
- Placcatura/rivestimenti: Prevedere uno spazio extra (Classe 2A).
Altre considerazioni:
- Costo: i filetti a V standard sono più economici.
- Manualità: LH per l'antiallentamento specifico (ad esempio, pedali di biciclette, bombole del gas).
- Avviamento multiplo: Per una corsa più veloce con un basso attrito.
- Sicurezza/Criticità: utilizzare l'adattamento 3A/3B, profili UNJ/MJ, impegno verificato.
- Suggerimento per l'identificazione: Misurare il diametro maggiore + passo/TPI + angolo del fianco (60° vs 55°). Utilizzare misuratori di filettatura o calibri.
Esempi:
- Bullone generale (Europa): M8×1,25 (metrico grosso).
- Fissaggio USA: 3/8-16 UNC.
- Tubo (US): 1/2 NPT.
- Vite di guida: Tr20×4 (trapezoidale) o 1″-5 Acme.
Consigli pratici: Abbinare sempre le filettature esterne/interne e gli standard. Per i nuovi progetti, preferire le norme ISO metriche per la disponibilità globale. Consultare le tabelle ASME B1.1 / ISO 261 per le dimensioni/tolleranze esatte. Per le vibrazioni, utilizzare composti bloccafiletti o rondelle. In caso di dubbi, testare l'accoppiamento con calibri Go/No-Go.
La classificazione e la guida coprono la maggior parte delle applicazioni industriali, automobilistiche, idrauliche e dei macchinari. Per filettature specializzate nel settore aerospaziale, del legno o della plastica, si applicano standard aggiuntivi (ad esempio, UNJ, autofilettanti).