Die Form: Rhombisch (Diamant) mit einem eingeschlossenen Winkel von 80 Grad.
Freiraum-Winkel: 0 Grad
Schnittkanten: Doppelseitig, mit zwei Schneidkanten pro Einsatz für mehr Kosteneffizienz.
Chipbreaker-Geometrien: Es gibt eine Vielzahl von Spanbrecherausführungen verschiedener Hersteller. Diese sind auf bestimmte Werkstoffe und Bearbeitungsvorgänge (Schruppen, Schlichten usw.) zugeschnitten.
Wichtigste Verwendungszwecke: Hauptsächlich für allgemeine Dreharbeiten und einige Plandreharbeiten an einer Reihe von Werkstoffen verwendet.
Gängige Materialien, für die CNMA-Einsätze verwendet werden
Gusseisen: Geeignet für viele Anwendungen aus Gusseisen.
Vorteile der CNMA-Einsätze
Kostengünstig: Aufgrund ihrer doppelseitigen Konstruktion bieten sie eine längere Standzeit pro Wendeplatte.
Vielseitig: Dank der verschiedenen Sorten und Spanbrecher eignen sie sich für viele Bearbeitungsanwendungen.
Starke geometrische Form: Die 80-Grad-Rautenform sorgt für Festigkeit und Steifigkeit im Verhältnis zu ihrer Größe.
Wichtige Überlegungen
Stimmen Sie die Sorte auf Ihr Material ab: Die Wahl der richtigen Wendeplattenbeschichtung und Substratzusammensetzung ist entscheidend für eine optimale Werkzeugstandzeit und Leistung in dem spezifischen Material, das Sie schneiden.
Wählen Sie den richtigen Chipbreaker: Die Geometrie des Spanbrechers hat erheblichen Einfluss auf die Spanbildung und den Spanbruch. Sie sollte in Abhängigkeit vom Werkstoff und der Art der Bearbeitung gewählt werden.
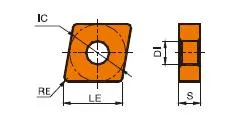
CNMA Einsatz Abmessungen (ISO)
TYP
CNMA-EINSATZ-DIAMENTEN(mm)
LE
IC
S
DI
RE
CNMA120404
12.9
12.7
4.76
5.16
0.4
CNMA120408
12.9
12.7
4.76
5.16
0.8
CNMA120412
12.9
12.7
4.76
5.16
1.2
CNMA120416
12.9
12.7
4.76
5.16
1.6
CNMA160608
16.1
15.875
6.35
6.35
0.8
CNMA160612
16.1
15.875
6.35
6.35
1.2
CNMA160616
16.1
15.875
6.35
6.35
1.6
CNMA190612
19.3
19.05
6.35
7.94
1.2
CNMA190616
19.3
19.05
6.35
7.94
1.6
Beispiel: CNMA 120408
12: Beschrifteter Kreis (IC) von 12,7 mm (ca. 0,5 Zoll)
04: Dicke von 4,76 mm (ca. 0,187 Zoll)
08: Eckenradius von 0,8 mm (ca. 0,031 Zoll)
Schlüssel Abmessungen
Eingeschriebener Kreis (IC): Der Durchmesser des größten Kreises, der in den Einsatz passt. Übliche IC-Größen sind:
12,7mm (0,5″)
16mm (0.63″)
19,05mm (0,75″)
Die Dicke: Beeinflusst die Festigkeit der Wendeplatte und die Anzahl der nutzbaren Schneidkanten. Übliche Dicken sind:
3,18mm (0,125″)
4,76mm (0,187″)
6,35mm (0,25″)
Eckradius: Beeinflusst die Oberflächengüte und die Festigkeit an der Schnittkante. Übliche Größen sind:
Die Wissenschaft hinter Hartmetalleinsätzen: Wie sie hergestellt werden und warum sie so stark sind
Hartmetalleinsätze gehören zu den vielseitigsten und haltbarsten Schneidwerkzeugen auf dem Markt. Aber wie werden sie hergestellt? Und was macht sie so stark? In diesem Video erforschen wir die Wissenschaft hinter Hartmetalleinsätzen, von den Eigenschaften von Wolframkarbid bis hin zum Herstellungsprozess.
Unsere Produktionskapazitäten
Finden Sie den perfekten CNMA-Einsatz für Ihre Anwendung - Holen Sie sich die Hilfe von Experten!
Was Sie brauchen, ist ein echter Veteran in der CNC-Werkzeugindustrie. Lassen Sie sich von ONMY-Werkzeugen dabei helfen, die Nr. 1 in diesem Bereich zu werden.