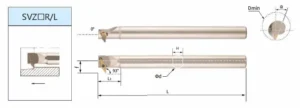
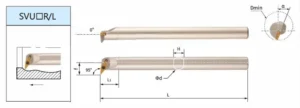
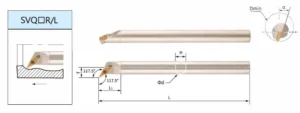
VBMT車刀架 VBMT 刀片座是一種多功能的車削刀把,專門用來穩固夾持 VBMT 型可轉位刀片。ISO 標誌「VBMT」表示 V 型刀片,具有 35 度的刀尖角、正前角、間隙角及中央安裝孔。VBMT 刀片的主要特點是通常提供六個切削刃(每邊三個),使其成為各種車削加工的高度經濟選擇,包括精加工、半精加工及輕度粗加工,適用於各種材料,如鋼、不銹鋼、鋁及有色金屬。主要功能為 VBMT 插件 夾持器旨在為VBMT刀片提供穩定且精確定位的平台,確保精準的材料切削、卓越的表面光潔度及良好的切屑控制。 此夾具具備精密加工的凹槽,完全符合VBMT刀片的特定形狀與尺寸,透過螺絲或槓桿機構實現穩固且可重複的夾持。這種強固的夾持結構能有效防止刀片在加工過程中產生位移與振動,對於達成高品質加工成果至關重要,尤其在精加工階段及塑造複雜輪廓時更顯關鍵。.VBMT 刀片因其可加工精細表面及多切削刃的成本效益而備受青睞。刀片 正前傾角 有助於降低切削力和發熱量。相應的 VBMT 插件座 VBMT 刀把的設計易於使用,可快速、直接更換刀片,從而減少機器停機時間。VBMT 刀片刀把有多種刀柄尺寸和配置,可滿足不同機床類型和應用需求,在需要良好表面光潔度和經濟刀具的精密加工環境中,VBMT 刀片刀把是一項寶貴的資產。. 镗杆-SVZ-RL 93° 鑽孔加工用搪棒。 镗杆-SVX-RL 96° 镗孔加工用镗杆。 镗杆-SVW-RL 72.5° 镗杆,用于镗孔加工。 镗杆-SVU-RL 95° 鑽孔加工用搪棒。 镗杆-SVQ-RL 117.5° 镗杆,用于镗孔加工。 镗杆-SVJ-RL 93° 鑽孔加工用搪棒。 刀座角度(共用導線/接近角度) 刀片撞擊工件的角度取決於您所選擇的刀把。VBMT刀片最常見的外部刀把是 SVJCR/L.支架樣式 (ANSI/ISO)接近角(進入角)引線角度主要用途SVJCR / SVJCL (最常見)93°-3°輪廓加工與表面處理。. 93° 的角度可讓您在不更換工具的情況下,轉動標準直徑和面肩(最大 90°)。它能有效地創造出鋒利的 「矛尖 」來描繪複雜的形狀。.SVVBN72.5°17.5°重型剖析。. 72.5° 角將切削力更多地引向軸向(沿著工件),對於某些輪廓來說可能更穩定,但它無法切割方肩。.SVUBR / SVUBL93°-3°剖析。. 與 SVJ 類型非常類似,但根據製造商的不同,通常使用稍微不同的墊片或夾鉗方向。. 如果需要切割牆肩(90° 牆壁): 使用 SVJCR(右手)或 SVJCL(左手)支架。這樣就能提供 93° 接近角。.如果您正在做內部枯燥的工作: 您可能會使用 S-SVUBR 之類的镗杆,它通常會產生 93° 或 95° 的接近角,讓您可以镗到盲孔的底部。.建議: 對於一般車床上的精加工及仿形加工,93° SVJCR刀把是VBMT刀片的業界標準。. 常見問題 在 VBMT Insert Holder 中,「VBMT」代表什麼? "VBMT」是 ISO 指定的 V 形切削刀片,具有 35 度的刀尖角、正前角,通常有六個切削刃。 VBMT 刀片座可安裝何種類型的切削刀片? 它可夾持 VBMT 型可轉換式切削刀片,V 型刀片具有 35 度刀尖角及正前角。 VBMT 插件通常用於何種用途? 在各種材料上進行精加工、半精加工和輕微粗加工。 使用 VBMT 刀片座和刀片的主要優點是什麼? 六個切削刃帶來絕佳的成本效益,正前角可降低切削力,適合一般車削用途。 如何為我的應用選擇合適的 VBMT 插座? 考慮機床所需的刀柄尺寸、車削作業類型、加工材料以及所需的導角。 如何將 VBMT 插片正確地安裝到刀架上? 按照製造商的指引,使用提供的螺絲或槓桿,確保插片正確插入插袋,並穩固夾緊。 VBMT 刀片座常用的刀柄尺寸有哪些? 常見尺寸包括 1/2 吋、5/8 吋、3/4 吋、1 吋,以及公制等效尺寸,適用於各種機床刀把。 VBMT 刀片座可以用於重型粗加工嗎? 一般不建議用於重粗加工,因為正前角及切削刃的強度比負前角刀片差。 在這些刀把上使用 VBMT 刀片加工的典型材料有哪些? 鋼、不銹鋼、鋁和其他有色金屬,通常用於達到表面光潔度和材料去除的良好平衡。 我應該如何選擇高品質的 VBMT 插頭座呢? 刀片槽精度高,夾持安全可靠,良好的結構品質確保穩定性,並與您的機器和 VBMT 刀片相容。 聯絡我們 請啟用瀏覽器的 JavaScript,以完成此表格。名稱 *電子郵件 *WhatsApp *意見或訊息 *電子郵件傳送訊息 請注意 我們是批發供應商,有最低訂購量限制。