金屬螺紋加工技術深入指南
")
身為以海外市場為目標的切削工具供應商,我們已將本文優化為專注於國際標準、全球趨勢,以及與北美、歐洲和中東等地區相關的案例研究。我們強調 ISO、ASME 和 API 標準,並納入全球市場資料 (例如,全球趨勢)。 螺紋加工工具 預計 2026 年至 2033 年間市場的年複合成長率為 7.2%,主要成長領域為石油與天然氣和汽車產業),並強調山特維克、肯納金屬和 Cole Carbide 等供應商。這可確保國際工程師、機械師和採購團隊在切削工具應用方面的相關性。本書的結構依然方便讀者閱讀,並提供擴充說明、計算、分步指南、圖表,以及互動式元素,例如重點要點和問與答,以便讀者更好地理解。.
簡介:螺紋加工在全球金屬製造業的策略角色
螺紋加工是金屬加工的基礎工序,對於各行各業的緊固、動力傳輸和高壓密封都是不可或缺的。在全球範圍內,超過 60% 的機械組件中使用螺紋加工,2025 年螺紋加工工具市場價值達數十億美元,預計 2026 年至 2033 年的年複合成長率為 7.2%,主要由北美和歐洲的石油與天然氣、汽車和航太需求所帶動。美國和歐盟等主要區域佔有顯著的市場份額,而亞太地區則迅速崛起。.
為什麼穿線很重要?它影響產品的可靠性、安全性和成本。例如,2020 年北海石油鑽機事故涉及 API 螺紋故障,造成洩漏和損失超過 $1000 萬;在精密加工中,傳動導螺距誤差 0.05mm 會使精度從 ±0.01mm 降至 ±0.05mm,導致高不良率。.
本指南提供「從基礎到精通」的涵蓋範圍,包括公式、優化工具和故障排除樹。它是海外切削工具供應商和使用者的理想選擇,旨在透過實用的洞察力,將廢品率降低 30%,並將效率提升 25%。.
關鍵要點: 螺紋失效通常是由於選擇或加工不良所造成;及早進行全球標準最佳化可節省大量成本。.
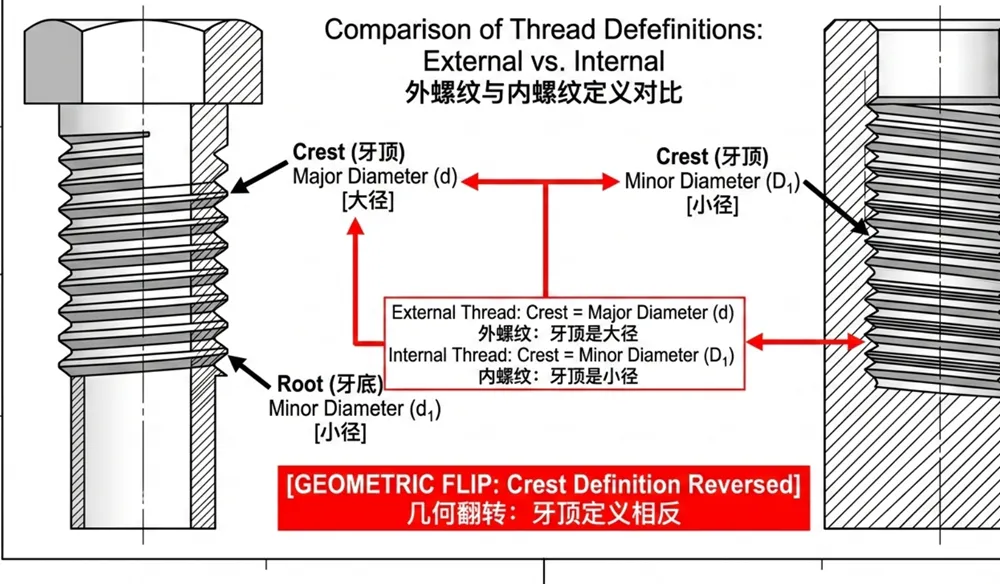
螺紋類型的全面分類和選擇指南
線程依功能和輪廓分類,方便全球應用. .讓我們一步一步來分析:
通用螺紋 (緊固):側角 60°。ISO 公制(例如 M6×1,外徑 6mm,間距 1mm),粗的用於一般組裝 (M10×1.5),細的用於易振動的區域 (M10×1.25)。統一英制 UN(UNC 粗牙如 1/4-20UNC, UNF 精牙)。管螺纹:BSPT(英國標準管螺紋錐度,圓錐形自封)、NPT(美國標準管螺紋,1:16 錐度).範例:汽車底盤螺栓通常使用 ISO 粗軋螺紋,強度高且成本低。.
傳輸線程(動力傳輸):注重效率和負載。梯形 ACME (29° 角,效率 80-90%),公式:效率 η = tan(α/2) / (tan(α/2) + f),α=29°,f=摩擦力 0.1-0.15。Buttress (3° 負載面,單向重負荷,如千斤頂);Square (最高效率 >95%,但強度較低);Ball Screws (滾動摩擦,效率 >90%,反向間隙可調至 0).範例:CNC 機器 Z 軸使用 ACME 1-1/2×0.25,軸向力 F = T / (η * P / 2π),T= 扭矩,P= 間距。.
油氣螺紋(高壓密封):優先考慮密封性和抗扭力。API 圓形 (STC 短圓形、LTC 長圓形、BTC 對接與扭矩肩);對接 (梯形輪廓);優質連接 (例如 VAM TOP、Tenaris Hydril、金屬對金屬密封 + 扭矩肩、CAL IV 額定 >100MPa 壓力、1000 次無洩漏).範例:深水管使用 BTC,密封扭矩 M = F * r * μ,F=預壓,r=肩半徑,μ=0.15。.
專用線:多重啟動 (2-4 啟動速度,例如升降器);可變螺距 (防鬆);左/右手複合材料 (自鎖);微螺紋 (M1 以下,用於醫療植入物,IT3 公差);航太級 Hi-Lok (整合式鎖環)。.

擴充選項比較表 (附計算範例):
| 應用 | 負載類型 | 推薦主題 | 主要原因 | 選擇計算範例 |
|---|---|---|---|---|
| 一般緊固 | 拉伸 | ISO 粗軋 | 低成本、高強度 | M10×1.5, Stress σ = F/(πd²/4) > 800MPa |
| 重型變速箱 | 單向推力 | 支撐/ACME | 大承載面積 | ACME 1×0.2,效率 η≈85% |
| 油田管材 | 高壓密封 | 高級連接 | 氣密 + 抗扭力 | BTC 5-1/2″,扭力 8000Nm |
| 精密機械 | 雙向 | 滾珠螺桿 | 高效率、低背隙 | 背隙 Δ=0.005mm, 精度 ±0.01mm |

[Figure 2: 3D Thread Profile Comparison Model (Rotatable view with angles, pitch P, effective diameter d2, height h; formula h=0.866P for 60° profiles)] [圖 2:三維螺紋輪廓比較模型(角度、節距 P、有效直徑 d2、高度 h 的可旋轉視圖;公式 h=0.866P for 60° profiles
主要心得:先排定負載和環境的優先順序,然後透過表格進行匹配,以避免過度設計並降低成本。. 讀者問答:問:如何計算螺紋強度?A: 使用有限元素軟體或 σ = 4F/(πd2²), d2= 有效直徑。.
國際標準和公差制度說明
標準確保全球互通性。以下是明細表:
通用螺紋:ISO 965(公制型材,公差如 6g 外部中等直徑低偏差 -0.02mm,6H 內部);ASME B1.1(統一 UN,英制)。.
傳動線程:ASME B1.5 (ACME);ISO 2901 (公制梯形);DIN 103 (等效對接)。.
油氣線API Spec 5B (16th ed., 2017) 為尺寸、量規;API 5CT 為管件規格;ISO 13679 為 CAL I-IV 密封等級 (CAL I:基本水;CAL IV:極端氣體 + 彎曲)。.
容忍要點:節距誤差 ΔP = ±0.015√L (L= 接合長度 mm);有效直徑公差影響配合,橢圓度 <0.01mm;管螺紋錐度 1:16,密封面 Ra≤3.2μm。影響:公差過緊會提高成本 20%,過松則有洩漏的風險。.
範例:3/4-10UNC, 2A 公差, 有效直徑 d2=0.6850 -0.0015/0 英吋。.
主要心得:Favor ISO/ASME for global compatibility; check API for oil & gas to ensure interchangeability.
")
螺紋加工方法:比較與選擇
核心技術部分-比較方法與逐步操作,供海外工具使用者參考。.
晶片成型方法(高精度):
- 車削:手動車床或使用 G76 循環的 CNC(參數:X 終點、Z 啟始、P 間距、Q 最小進給、R 浮雕)。步驟: 1:1.刀具對準(有效直徑的雷射);2.多段遞減深度(第一段 ap=0.3P,最後一段 0.05P);3.高壓冷卻。適用於原型:AISI 1045 鋼 3/4-16UN, Vc=500-700 ft/min, f=P=0.0625 in/rev.
- 銑削:CNC 螺纹铣床(多齿或单点),擅长大直径 (>2″) 或多起始点。巨集:G02/G03 螺旋插補。.
- 攻牙:剛性(同步主軸)或螺旋銑絲攻。避免啄孔循環造成破損。.
無屑成型(高效、表面硬化):
- 滾動:平模(大批量)或圓柱輪(精密)。原理:塑性變形誘發壓應力,使疲勞壽命提高 3-10 倍。資料:AISI 1045 滾壓 Ra=8μin,硬度 +20%.步驟:1.預轉有效直徑 d2= major - 0.5P;2.施加 10-20 噸力;3.速度 150-250 ft/min。.
- 擠壓:鋁用冷擠壓,鈦用熱擠壓 (1100°F)。.
研磨與精密:螺紋研磨機(修整砂輪),用於熱處理後的 IT5 精度。.
特定材料策略:
- 不銹鋼:低 Vc=300 ft/min,TiCN 塗層工具可防止咬合。.
- 鈦:高壓冷卻液 >700 psi,慢速 f=0.004 in/rev 以避免熱裂。.
- 超合金: CBN 刀片, 、乾式或 MQL 切削。.
方法選擇 判斷樹 (流程圖樣式):
- 體積 >10,000 & 良好延展性 → 滾壓 (節省 50% 成本)。.
- 公差 IT4 & 硬度 >45HRC → 研磨。.
- 油田大直徑:CNC 車削 + 滾肩 + 磷化塗層。.
比較:車削提供多樣性,但速度較低;滾壓提高大量生產的效率。.
主要心得:對於體積,偏好無屑;對於選擇,使用樹木。.

設備、工具和固定裝置:完整細目
正確的設定可提升全球供應商的效率 30%。.
- 關鍵設備:DMG Mori CTX 車銑混合機 (多軸);Mazak Integrex (螺紋銑削專家);Haas VF CNC;Gleason P90 滾輪 (油田);Reishauer RZ 研磨機 (精密傳動)。.
- 模具系統: 可索引 刀片(Sandvik CoroThread 266,幾何形狀:5°斜角,7°間隙);實心硬質合金絲錐(Kennametal);滾輪(Cole Carbide,SKD11材料,100k零件壽命)。.
- 賽程:套筒夾頭 (防變形);減震刀把 (90% 減震);浮動攻牙刀把 (軸向誤差補償)。.
- 程式設計技巧:Fanuc G76 (代號: G76 P021060 Q0.002 R0.001; G76 X0.709 Z-2. P0625 Q012 F0.0625);螺紋銑床巨集變數 #100=螺距。.
提示:刀具壽命 L = (C/Vc)^n * 60/T,C=常數,n=分數。.
主要心得:匹配設備-工具;巨集簡化程式設計。.
製程參數最佳化與智慧控制
參數定義成功-最佳化切斷廢料 20%。.
擴充參數表 (按材質):
| 材質 | 方法 | Vc (英尺/分鐘) | f (in/rev) | ap (in) | 冷卻策略 |
|---|---|---|---|---|---|
| 碳鋼 1045 | 轉彎 | 500-720 | P | 減少 0.012-0.002 | 高壓內部 >400 psi |
| 不銹鋼 304 | 滾動 | – | – | 力 10 噸 | MQL 極少潤滑 |
| 鈦 Ti-6Al-4V | 銑削 | 130-200 | 0.004 | 0.2P | 高壓 + 減震 |
最佳化步驟:1.基線試驗;2.田口正交陣列;3.模擬(例如:Deform 用於變形預測)。.
智慧型控制:振動感應器 (閾值 <200 μin/s,自動降低 f);熱補償 (雷射溫度,Z 軸調整);AI 自適應 (Vc 自動 +10% 來自資料)。.
範例:1045 轉彎,基準 Vc=590,最佳化 720,+22% 吞吐量。.
主要心得:從表格開始,透過實驗精進。.
常見缺陷:分析、原因與修復
像診斷一樣進行缺陷排查 - 使用樹狀結構快速解決問題。.
擴充的缺陷圖表 + 修正:
| 缺陷 | 原因分析 | 預防 | 補救方法 |
|---|---|---|---|
| 不完整的檔案/瑕疵 | 超大刀頭或無倒角 | 預轉倒角 C=0.5P | 手動去毛刺 + 精轉 |
| 節距累積誤差 | 主軸編碼器故障或 Q 參數不匹配 | 光柵尺校正,G76 第一道對齊 | 重新編程 + 測量偏移 |
| 有效直徑 過大/過小 | 刀具高度偏離或震動 | 雷射對準 + 阻尼支架 | 研磨校正 |
| 油田剝落/刮傷 | 潤滑不良、扭力過大 | 螺紋複合,肩部 Ra<63 μin | 磷酸鹽 + 清潔 |
| 變速箱背隙過大 | 滾動壓力不足 | 校準至 15 噸 | 配對調整或更換 |
機油專用:扭力肩不均勻(原因:震動;修復:慢速完成車削)。.
診斷樹:症狀 → 根源 → 測試 (量表檢查) → 解決方案。.
主要心得: 80% from parameters-monitor early.
品質檢驗、驗收準則和計量工具
檢驗可確保全球出口的合規性。.
一般工具塞規/環規 (go/no-go);輪廓投影儀 (50x 角度放大);三坐標測量儀 (全參數掃描,精確度 0.00004″)。.
石油與天然氣API 5B 量具 (主/工作、錐度/高度);扭力轉台 (現場模擬,6000-9000 ft-lb);ISO 13679 氣體密封測試 (壓力循環)。.
非破壞性:磁粉 (表面裂縫);超音波 (內部);螢光滲透劑 (密封)。.
SPC 整合:統計流程控制,CpK>1.33 以確保穩定性。Excel 追蹤有效直徑分佈。.
步驟:1. 10% 取樣; 2. 資料記錄; 3. 差異分析。.
主要心得:工具 + SPC = >99% 產量。.
產業應用:案例研究與成本效益分析
海外市場的真實範例。.
油氣案例:K&B Industries(美國)為 Halliburton/BP 提供螺紋高級連接。製程:CNC 車削 + 滾肩 + 製造。成果:100+ 許可螺紋,提高了抗扭/抗壓能力;循環時間縮短 30%,成本降低 18%(節省工具 10%):材料 40%、加工 30%、檢驗 10%、廢料 20%。.
機械加工產業:用於 CNC 的 ACME 導螺杆。滾動 + 研磨至 IT5。壽命從 80K 到 250K 循環,量產成本 -45% (滾動與車削)。.
汽車緊固件:軋製3/8-16UN螺栓線。5M/year, fatigue +60%, scrap <0.3%.ROI:1.5 年。.
全球分析:廢料 <2% 節省 15%;自動化減少勞動 20%。.
主要心得:案例顯示,最佳化的 ROI <2 年。.
趨勢與未來展望
穿線技術朝向智慧、永續的全球實務演進。.
智慧製造:AI 自適應參數(基於振動的 Vc 調整);數位孪生(50% 缺陷預測);5G 實時檢測。.
綠色製程:MQL/dry rolling (80% less fluid); Laser-assisted turning (titanium Vc +50%); Additive + post-rolling (custom micros, -40% cost).
全球供應趨勢:海外市場青睞硬質合金工具 (CAGR 7.2%);山特維克等供應商在優質連接方面領先。.
總結:螺紋加工是精密製造的基礎 - 應用本指南來提升您的全球營運!在評論中分享挑戰,以獲得後續 Q&A 或免費流程卡 Excel 範本 (在末尾下載)。.
穿線流程卡 Excel 範本:材料、參數、缺陷的輸入;自動報告。.
常見問題
參考資料 (擴充)
[1] ISO 965-1:2013 公制螺紋-公差。. 國際標準化組織.
[2] API 規格 5B, 第 16 版,2017 年。美國石油協會。.
[3] ISO 13679:2019 石油和天然瓦斯連接測試。ISO.
[4] ASME B1.1-2019 統一英制螺紋。. 美國機械工程師學會.
[5] Taguchi G. 品質工程簡介。亞洲生產力組織, 1986.