硬質合金立铣刀 是現代製造業中常用的切削工具,其耐用性和強度使其成為加工各種材料的熱門選擇。但是硬質合金立铣刀是如何製造的呢?本文將介紹硬質合金立铣刀的製造過程。

銑刀介紹
硬質合金立铣刀說明
硬質合金立铣刀 是一種切削工具,廣泛應用於製造業的加工作業,例如銑削、鑽孔和搪孔,適用於各種材料,包括金屬、木材、塑膠和複合材料。它們由碳化鎢和鈷組合而成,非常堅硬耐磨,能夠承受高溫和高速加工作業。
硬質合金立铣刀有多種形狀和尺寸,包括方頭、球頭、圓頭和粗加工銑刀。這些銑刀有多種切削刃或齒數,可有效去除材料並使表面光滑。齒數從 2 到 8 不等,視特定應用而定。
硬質合金立铣刀 以精密度和精確度著稱,這對於實現小公差和生產高品質零件非常重要。它們也能夠承受高負荷和力,因此適用於重型加工作業。
總體而言,硬質合金立铣刀是現代製造業中的關鍵零件,廣泛應用於航空、汽車、醫療及機械工程等產業。
銑刀製造簡介
粉末製備:製造過程的第一步是準備原料。碳化鎢粉末和鈷粉末按照所需的比例混合在一起,然後壓成緊湊型。
燒結:壓實後的材料會進行高溫燒結製程,在爐中加熱至約 1,500 至 1,600°C 的溫度。高溫會使粉末顆粒熔合在一起,形成一塊堅硬的碳化物。
切削工具的幾何形狀:硬質合金坯料成型後,將其研磨成所需立銑刀的形狀和尺寸。這包括使用鑽石砂輪製造刀具的切削刃、刃口和其他特徵。
塗層:為了提高立铣刀的性能和壽命,通常會在立铣刀上塗上一層薄薄的材料,例如氮化鈦或類鑽碳。這種塗層可提高刀具的耐磨性、減少摩擦,並增強其切削能力。
品質控制:在整個製造過程中,端銑刀都會經過檢查和測試,以確保它符合所需的規格。這包括檢查尺寸、硬度及其他關鍵參數。
立铣刀的粉末生產

碳化鎢粉末及其特性
碳化鎢粉末是由碳化鎢顆粒組成的細顆粒物質。碳化鎢是由鎢和碳元素化學結合形成的化合物,具有以下特性:
高硬度:碳化鎢是一種非常堅硬的材料,硬度接近鑽石。這使得碳化鎢粉末在製造高硬度材料(如硬質合金)時非常有用。
熔點高:碳化鎢的熔點非常高,達 2,870°C 。這使得碳化鎢粉末在高溫下仍能保持穩定,不易熔化或失去其特性。
耐磨性:由於碳化鎢的硬度高、熔點高,因此具有極高的耐磨性。這使得碳化鎢粉末適用於製造高耐磨性材料,例如硬質合金、陶瓷和金屬陶瓷複合材料。
高密度:碳化鎢粉末的密度非常高,約為 15 g/cm3。這使得它在製造高密度材料時非常有用。
良好的導電性:碳化鎢具有良好的導電性,因此在製造電子元件和導電材料時非常有用。
總體而言,碳化鎢粉末是一種非常有用的材料,尤其適用於製造高硬度、高耐磨性和高密度的材料。它的特性使其在許多不同的應用領域都非常有用,包括製造硬質合金、陶瓷、金屬陶瓷複合材料、電子元件和導電材料。
將碳化鎢粉末與 粘合劑,形成糊狀
將碳化鎢粉末與粘合劑混合形成糊狀物的過程稱為成型。此製程是製造硬質合金工具的重要步驟之一。
成型的目的是將碳化鎢粉末與黏合劑混合成具有一定形狀與尺寸的坯料,以利後續加工與燒結。常用的成型方法有兩種:沖壓成型和射出成型。
壓制成型是將碳化鎢粉末和粘合劑混合,放入模具中,然後在高壓下壓制成所需形狀的坯料。此製程通常需要幾百噸到幾千噸的壓力,以確保坯料有足夠的密度和強度。
射出成型是將碳化鎢粉末與黏合劑混合成糊狀,然後透過注射器注入模具中。此製程通常用於製造較小、較複雜的硬質合金工具。
無論是使用壓縮成型或射出成型,成型後的坯料都需要經過一定的乾燥和固化過程,以進行後續燒結。在此過程中,粘合劑會發生化學反應,形成具有一定強度的糊狀物。
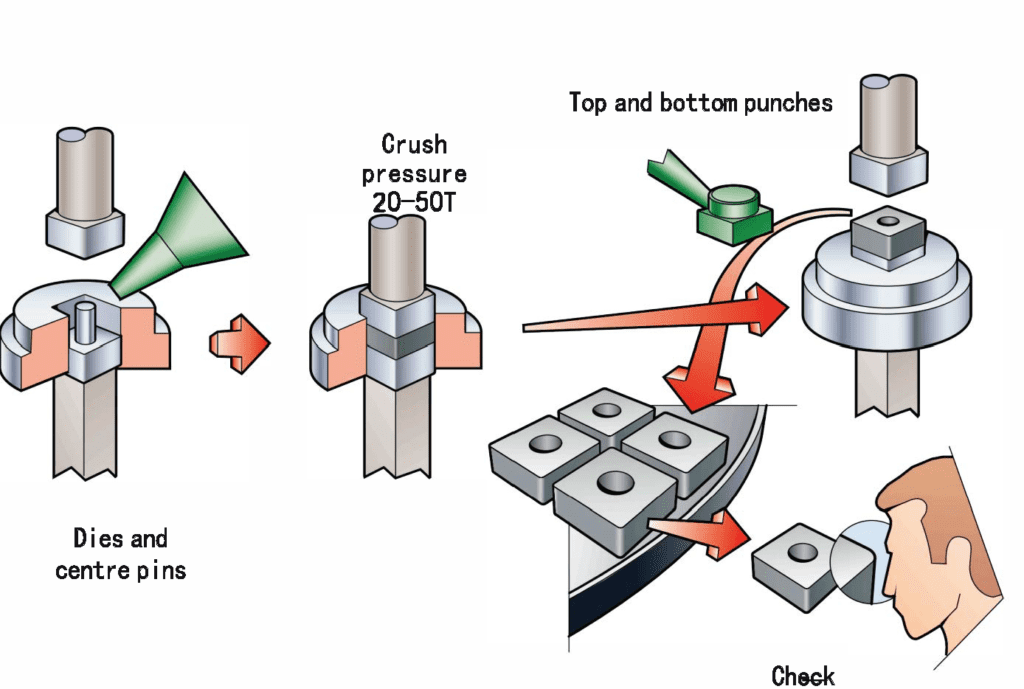
硬質合金銑刀壓實

使用液壓機將漿料壓縮成刀具的粗型預型件的過程稱為壓制。此製程是製造硬質合金工具的重要步驟之一。
壓製的目的是將已成形的坯料壓製成具有所需形狀和尺寸的大致形狀的型件。此製程通常需要數百至數千噸的壓力,並使用特殊的模具和工具,以確保預成型件具有足夠的密度和強度。
在壓制過程中,粘結劑會產生化學反應,將碳化鎢粉末緊緊地結合在一起。同時,預型件中會形成一些空隙和氣孔,這些都是後續加工和燒結的重要因素。
在壓制之後,形狀粗糙的預型件需要進行一些加工和修整,以便進行後續的燒結和塗層。這通常包括切割、研磨和拋光等步驟,以獲得精確的形狀和尺寸。對於不同類型的工具,還需要進行一些特殊的加工和修整,以提高其性能和壽命。
硬質合金銑刀燒結
燒結是製程中的一項重要步驟。 碳化物製造工藝 預成型件經加熱至高溫後,燒結成具有特定密度與強度的碳化物工具。.
在燒結製程中,首先將預成型件放入燒結爐中加熱至高溫,通常約為 1,400°C 至 1,500°C。在高溫下,粘合劑開始分解蒸發,而碳化鎢粉末之間的結合力增加,形成更緊密的晶粒結構。
在燒結過程中,也會發生一些重要的化學反應,例如碳化鎢和鈷之間的相互反應,產生更均勻的碳化物微觀結構,提高碳化物的性能和壽命。
燒結後,硬質合金工具的密度和強度會顯著增加,同時硬度、耐磨性和耐腐蝕性也會提高。根據不同的應用需求,還會進行一些後續加工和塗層處理,以提高硬質合金工具的性能和壽命。
硬質合金立铣刀的研磨
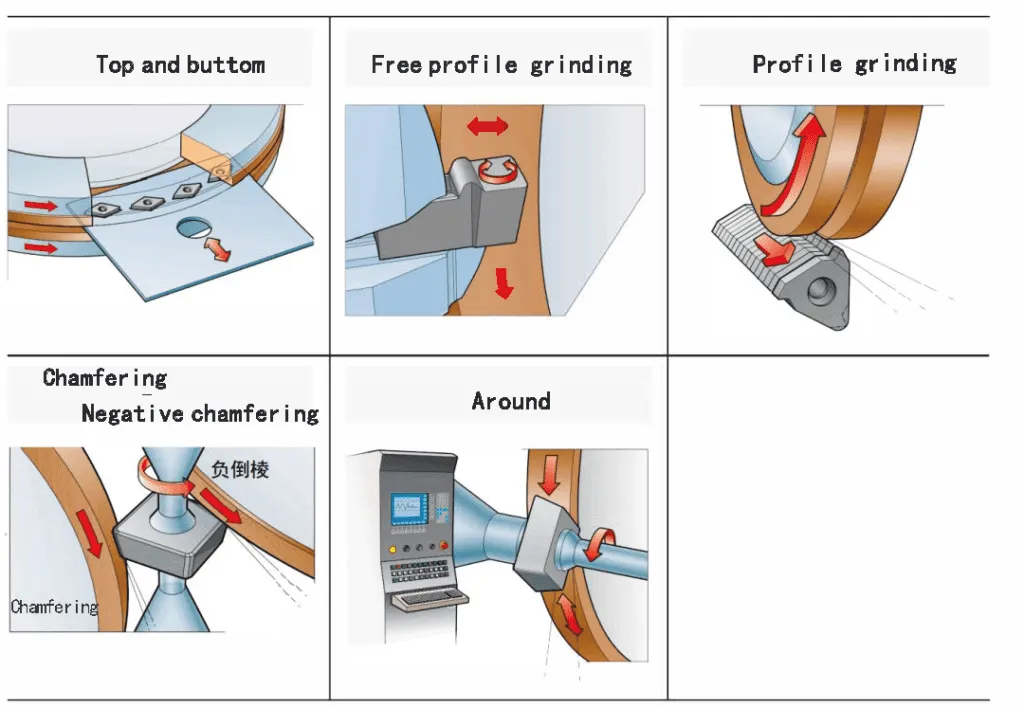
將燒結的硬質合金材料研磨成硬質合金工具的最終形狀和尺寸,是硬質合金製造的最後步驟之一。
在這個步驟中,首先需要確定硬質合金工具的最終形狀和尺寸,並根據其應用進行一些特殊的加工和處理。這通常包括切削、研磨和拋光等加工步驟,以獲得最終的硬質合金工具。
切削是將燒結硬質合金材料切削成所需形狀和尺寸的塊狀材料的過程。這通常需要使用高速鑽頭、放電加工刀具等設備。
研磨是將硬質合金材料研磨成所需形狀和尺寸的過程。通常使用高速磨頭、砂輪等設備進行,以獲得更精確、更平滑的表面。
拋光是對硬質合金工具的表面進行拋光和研磨,以獲得更光滑、更美觀的表面。
透過這些加工處理步驟,可將燒結硬質合金材料加工成所需形狀與尺寸的硬質合金工具,並針對不同的應用提升其性能與壽命。
硬質合金銑刀塗層
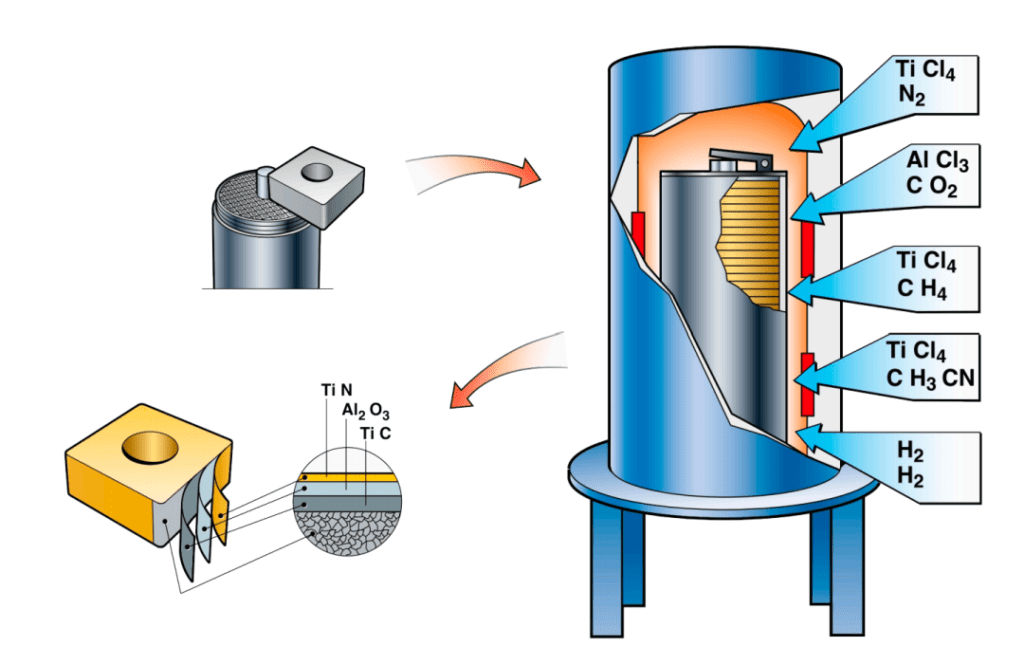
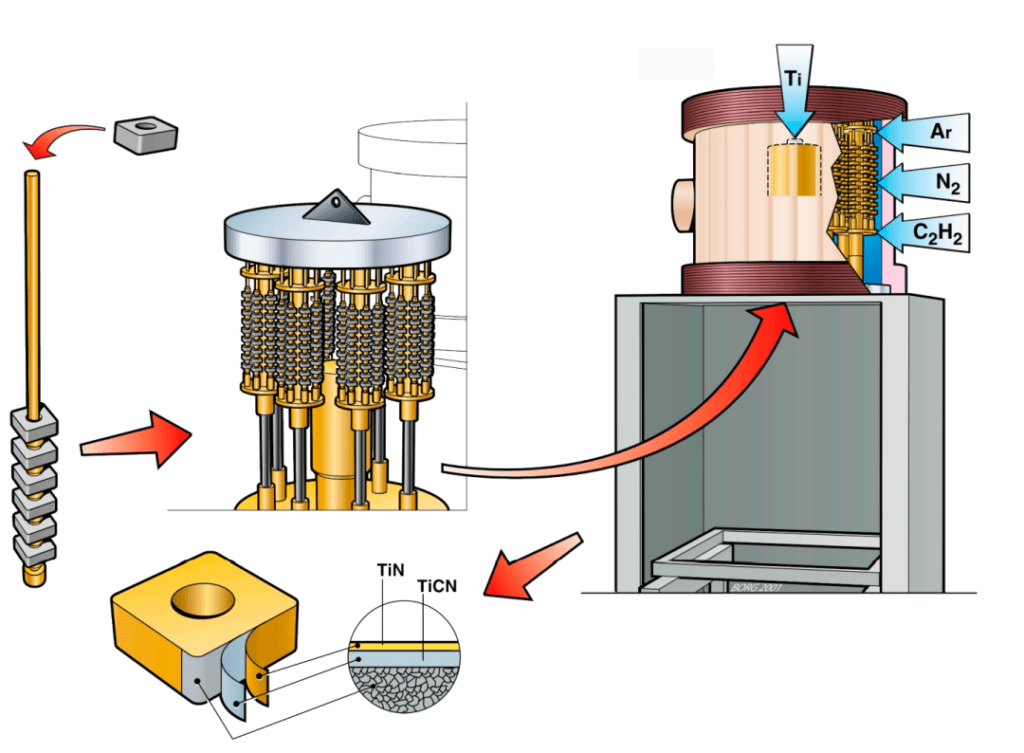
立铣刀是常用的切削工具,通常用於加工金屬材料。為了提高立铣刀的耐磨性、耐高溫性及切削性,通常需要在其表面進行塗層處理。
銑刀的鍍膜通常由以下方式進行 物理氣相沉積 (PVD) 或化學氣相沉積 (CVD) 技術。
常用的立铣刀塗層如下:
鈦鋁氮 (TiAlN) 鍍層:這是一種常用的 PVD 鍍層,具有良好的耐磨性和耐熱性,可提高立铣刀的切削速度和壽命。
AlTiN 鍍層:這也是一種常見的 PVD 鍍層,具有更高的硬度和更好的耐磨性,可提高立铣刀的切削速度和壽命。
氧化鋯 (ZrO2) 鍍層:這是一種常見的 CVD 鍍層,具有良好的耐熱性和耐磨性,可提高立铣刀的切削速度和壽命。
鉬鋁氮 (MoAlN) 鍍層:這是一種較新的 PVD 塗層,具有較佳的耐熱性和耐切割性,可用於加工難加工材料。
透過塗層處理,可大幅提升立铣刀的性能與壽命,降低加工成本,提高生產效率。
總而言之,立铣刀製造其實是一個非常複雜的過程,而且每個步驟都很重要。如果某個部分控制不好,那麼製造出來的立銑刀就不會達到我們想要的加工零件的效果。
希望這篇文章能對您有所幫助。
額外知識
全球十大碳化鎢生產商
- 中國鎢鋼集團有限公司
- 山特维克
- Kennametal Inc.
- 三菱材料公司
- Ceratizit S.A.
- 住友電氣工業株式會社
- H.C. Starck GmbH
- JX 日本礦業金屬株式會社
- 廈門鎢股份有限公司
- Buffalo Tungsten Inc.
十大立铣刀製造商 世上
- 山特维克可乐满
- 伊斯卡有限公司
- Kennametal Inc.
- Guhring KG
- OSG Corporation
- YG-1 Co., Ltd.
- Walter AG
- 京瓷公司
- 三菱材料公司
- Tungaloy Corporation
這些公司在立銑刀領域具有很高的知名度和市場佔有率,其產品具有很高的品質和技術水準。這些公司致力於推動立铣刀技術的創新與進步,並在各自的領域中扮演著重要的角色。