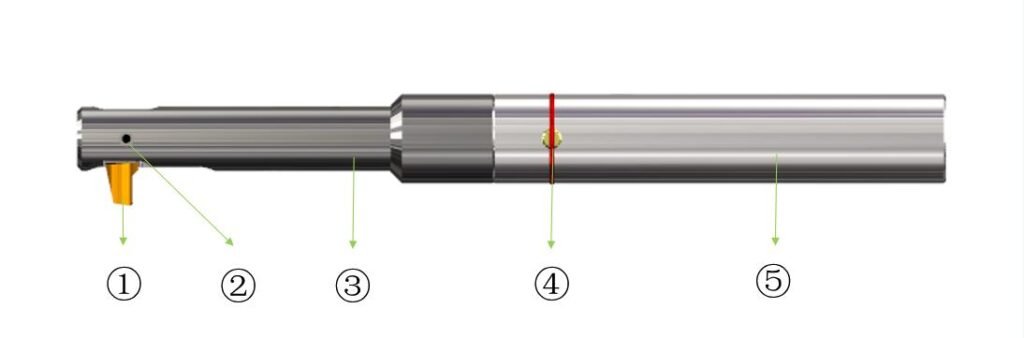
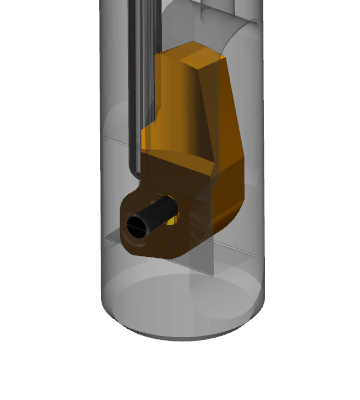
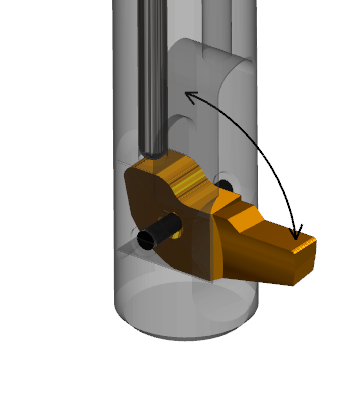
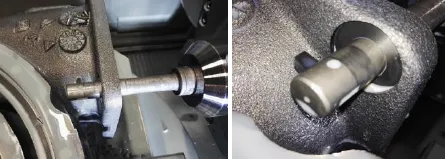
自動背面锪孔刀 自動背面點面刀具是專門設計用於在孔的背面製造精確的沉孔或點面的機床附件,特別適用於因空間限制或零件的幾何形狀而無法進入工件反面進行傳統加工的情況。 這些工具的操作方式是在插入預鑽孔後,將切削刃向外展開,執行加工任務,然後縮回切削刃,從原孔中退出。 對於需要在難以觸及的區域(如航太、汽車和重型機械)進行高精度加工的製造業來說,自動貼片機非常重要,可大幅減少人工、提高精確度,並透過省去重新定位或手動進入工件背面的需要,縮短生產時間。 與傳統手動刀具相比,切屑時間至少減少 80%透過聰明的自動化流程改進,消除昂貴的二次作業,並節省時間硬質合金可轉位刀片,適用於各種加工材料科學的內部機制可確保插芯每次都能準確可靠地開啟與關閉刀具可執行重型斷續切割,不會產生過度震動最小導孔直徑 Ø6.5mm (Ø0.2559″)由於採用支撐導軌,深度直徑比不受任何限制快速、簡易的工具更換最大反孔直徑可達超孔直徑的 2.3 倍可配備帶倒角的背面點焊機 應用 螺栓頭座面差分情況 - 球面與平面閥座凹陷閘閥 行星齒輪架變速箱外殼起落架可根據要求提供倒角和其他形式的特殊刀片 最小先導孔 Ø6.5mm堅固耐用且用途廣泛背側點面、锪孔倒角vmc 後倒角工具適用於夾層表面附安全別針 檢視手冊 發送查詢 效能與效益 後锪面刀具是專為自動化加工锪孔而設計,工作時不需要停機、倒退或任何其他機器輔助工具。擺動式刀片縮回機構,結合機內冷卻壓力(最小 20 巴,最大 50 巴)的原理,可確保刀片不會因切屑和灰塵而縮回。適用於立式和臥式機器。直徑 6.5mm-21mm 為標準產品,以 0.5mm 為等級。刀片涵蓋廣泛的尺寸範圍,由碳化鎢製成。刀具獨特的內部冷卻排屑設計,可及時清除刀片窗口的鐵屑和灰塵,確保刀片縮回的可靠性。 安全別針的進階 在刀片過度磨損的情況下,它會自動將刀桿與刀柄分離,以保護工件、刀柄及機器。在程式出錯或工件夾持不當的情況下,它也能保護工件。 工具說明 硬質合金刀片 2. 定位銷 3. 工具座 4. 安全別針 5. 刀柄 工具工作原理 ① ② ③ ④ 在冷卻液壓力下,活塞推動控制梢,控制梢推動刀片開始縮回刀片。當刀片縮回刀體時, 壓力面翻轉, 控制梢 (仍保持恆定壓力) 繼續沿刀片末端的彎曲面推進刀片, 直到刀片完全推入刀體.刀片經由控制梢完全與刀體結合後,刀具可經由工件過孔進行軸向(Z 方向)移動。關閉機器內部冷卻,主軸開始轉動(以建議速度),刀片展開至工作位置。內部冷卻可透過冷卻孔達到刀片切削刃。锪孔加工完成後,刀具回到加工起始位置。此時,機器的內部冷卻開啟,驅動刀片再次再次縮回工具本體。 處理案件 工件 產業:汽車工件:渦輪外殼材質:GGG40技術:D14.0 沉孔 D26.0 平面機器:臥式加工中心機 主軸轉速:400r/min進給:0.05mm/rev 工件 產業:汽車工件:轉向節材質 : 鋁合金製程:ɸ13.0 以上及反ɸ30.0 平面機器:立式加工中心機 主軸轉速:500r/min進給:0.05mm/rev 工件 產業 : 船舶 工件:軸承座材質 : S355J2G3 製程:超過 ɸ12.8 計數器 ɸ33.0 平面機床 : 臥式加工中心機 主軸轉速:400r/min進給:0.005mm/rev 客戶先前使用手動工具加工沉頭孔。採用我們的自動銑削背板後 端面加工 無需再安裝手動刀具,確保操作人員安全。表面加工品質獲得提升,加工時間大幅縮短。. 對我們的自動背光斑面工具感興趣? ONMY 近年來,Toolings正急速成長,我們始終歡迎合作夥伴攜手共進,創造雙贏效益,攜手共創成長! 立即聯絡