內螺紋與外螺紋

螺紋是機械工程中的無名英雄,默默地將現代世界連結在一起。從固定智慧型手機主機板的微小螺絲,到穩固吊橋的巨大結構螺栓,所有這些連接都仰賴完美的幾何配對。這種機械握手的核心是外螺紋和內螺紋之間的基本區別。.
雖然它們必須具有完全相同的理論螺紋輪廓(如公制或統一標準)才能無縫互鎖,但在現實世界中,它們的實際幾何形狀卻完全相反。.
外螺紋是加工在圓柱體或圓錐體的外表面 - 想想傳統的螺栓或螺絲。對於外螺紋,幾何邏輯很簡單:大直徑是圓頂到圓頂的距離,代表圓柱的最大外寬。相反地,小直徑是在螺紋根部量測,代表零件最薄、結構最脆弱的核心。.
另一方面,內螺紋是切入孔的內表面,就像螺帽或引擎塊內的螺紋一樣。在這裡,幾何觀點發生了翻轉。大直徑現在隱藏在螺紋根部的深處 - 這是孔內切口最寬的部分。小直徑代表內螺紋的頂點,在實際加工中,它直接對應於在切削螺紋之前必須鑽的初始孔的大小。.
了解這種「倒置」的幾何關係並非只是理論上的練習;它是任何工程師或機械師的關鍵第一步。從如何計算公差到我們在車間選擇的特定切削刀具,都是由它決定的。.
功能與交配關係
功能與交配角色
- 外螺紋 (外螺紋 / 外螺紋):起主動插入作用。通常在螺栓、螺絲、螺柱、導螺絲或任何與內螺紋接合的外螺紋緊固件上。.
- 內螺紋 (內螺紋 / 內螺紋):充當被動的接收零件。它通常出現在螺帽、外殼的攻牙孔、螺紋插件、法蘭或任何可接受並固定外螺紋的零件。.
鎖緊/軸向負載時的負載特性 當螺紋接頭受到拉伸負載(拉開)時,由於幾何形狀的關係,作用在每一邊的力是不同的:
| 外觀 | 外螺紋 (螺栓/螺絲上) | 內螺紋(螺帽/孔內) |
|---|---|---|
| 螺紋側面的主要負荷 | 螺紋側面傳遞軸向力 | 螺紋側面傳遞軸向力 |
| 螺紋齒上的應力 | 牙齒嵴(頂部)受壓 | 牙根(底部)受壓 |
| 螺紋根部的應力 | 牙根 (圓角區域) 經歷拉伸應力 (最關鍵的區域) | 牙齒嵴承受拉伸應力 |
| 典型的應力集中位置 | 螺紋根部圓角處應力集中(缺口效應 + 拉伸負載) | 應力較為分散,但先齧合的螺紋承受不成比例的高負荷 |
| 負載分配 | 各線程間較為一致 (但前幾個線程仍最高) | 高度不均勻;前 3-5 個螺紋通常承受總負荷的 60-80% (取決於螺距、材料、配合度) |
| 強度優勢 | 拉伸強度能力一般較高(實心橫截面,根部面積相對於應力較大)。 | 由於孔洞周圍的材料減少和箍應力風險,導致固有強度降低 |
| 常見故障模式 (過載/疲勞下) | 螺紋根部斷裂、根部圓角處的疲勞裂紋啟動、柄部拉伸斷裂 | 螺紋剝離(內螺紋的剪切失效)、螺帽擴張/爆裂、拉出失效 |
關鍵工程洞察力
- 在大多數標準螺栓接頭中,工程師的設計是讓外螺紋 (螺栓) 在拉力下首先失效 (韌性縮絞/柄部斷裂),而不是剝離內螺紋 - 這被認為是更安全、更可預測的失效模式 (螺栓斷裂,但螺帽/外殼保持完整)。.
- 內螺紋更容易剝離,因為:
- 支撐螺紋的材料是環狀的(橫截面積較小)。.
- 環向拉伸應力會使螺帽/孔擴大。.
- 負載集中在前幾個線程。.
- 在高強度應用中(8/10.9/12.9 級螺栓),螺帽通常比螺栓稍軟,以鼓勵螺栓失效而非螺帽剝離。.
外螺紋通常透過根部拉力來處理拉伸負荷,並提供較高的整體強度,而內螺紋則在根部承受壓縮負荷,但更容易剝離和箍筋爆裂 - 因此,設計時通常會優先保護內螺紋,避免其承受過大負荷。.
加工方法與加工路徑
當我們從幾何理論轉移到機器車間的現實中時,外螺紋和內螺紋之間的差異變得非常明顯。螺紋的整個製造策略是由一個關鍵因素決定的:可切削性。這個單一的變數決定了切削刀具與材料接合的容易程度、冷卻劑到達切削區域的有效程度,以及最重要的金屬切屑的去向。.
外部加工:露天」優勢
加工外螺紋通常是一種高度可觸及的加工。由於加工是在圓筒外側進行,因此是一個「開放」的切削環境。冷卻液可直接注入切削刃,金屬屑可從工件上自然掉落。.
這種自由度允許各種高效率的製造方法:
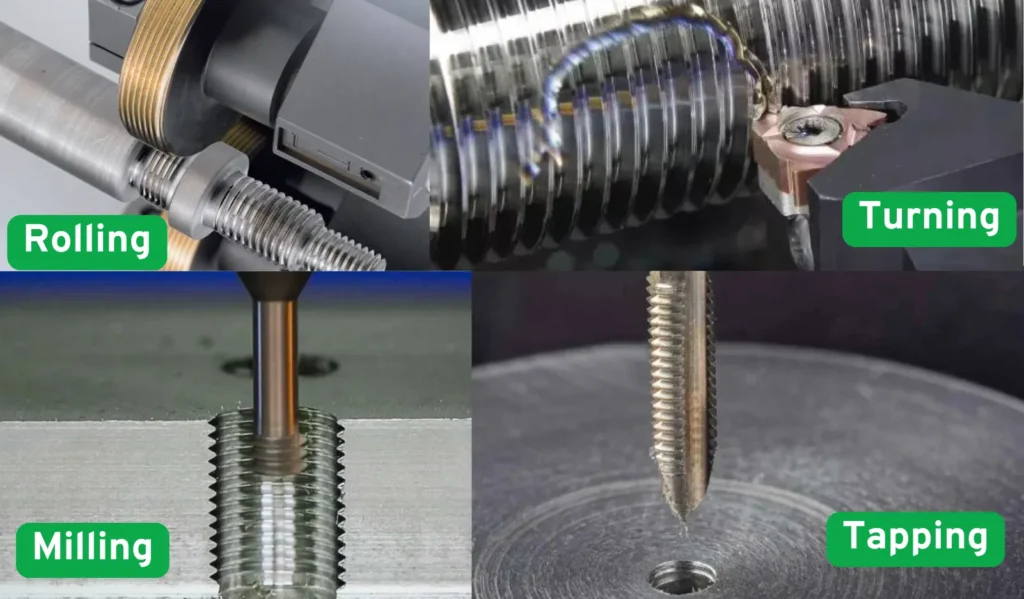
- 線程轉動: 使用單點車床 螺紋嵌件 是精確度和靈活性的標準。.
- 線路滾動: 對於大量生產和高強度緊固件(如汽車螺栓)而言,滾壓是無可爭議的王道。淬硬鋼模不是切削金屬,而是將螺紋輪廓壓入並冷鍛成坯料。這會產生零切屑,並透過加工硬化大幅增加螺紋的疲勞強度。.
- 用模具穿線: 常用於手動維修或手動車床的快速設定。.

內徑加工:幽閉的挑戰
切削內螺紋,尤其是盲孔(未完全穿透零件的孔),是一種完全不同的加工方式。加工環境是密封且幽閉的。冷卻液很難達到孔的底部,排屑成為工程師的主要敵人。擠滿的切屑可能會立即折斷切削刀具,毀壞刀具,也可能毀壞昂貴的工件。.
為了避開這些限制,機械師必須仰賴專業技術:
- 攻擊: 中小孔最常用的方法。絲錐是一種專門的旋轉工具,當它被打入孔中時,會切出螺紋。對於盲孔,螺旋絲錐會被大量使用,因為其幾何形狀會像鑽頭一樣,積極地將切屑拉出孔外。.
- 內部 螺紋車削 (無聊): 用於車床加工較大的孔。主要的挑戰在於刀具的剛性。切削刀片必須安裝在伸入孔內的镗杆上。如果孔很深,高的長度直徑 (L/D) 懸伸比會使刀具非常容易振動和 「震動」,從而破壞螺紋光潔度。.
- 螺紋銑削: 一種先進的 CNC 技術,其中旋轉的 銑刀 螺旋鑽孔。它產生的切屑較小,很容易被沖出,非常適合加工硬質材料或非常大的內螺紋,因為在這些地方使用龍頭需要太大的扭力。.
| 維度 | 外螺紋(外螺纹/外螺纹) | 內螺紋 (內螺紋 / 內螺紋) | 難度/成本/風險比較 | 典型應用說明 |
|---|---|---|---|---|
| 主要加工方法 | 1.滾牙 (大量生產的首選) 2. 單點車削 (車床) 3. 滾牙模具/行星模具 (滾牙模具) 4. 銑牙 5.螺紋研磨 (超精密) | 成型/流動攻牙(無屑冷成型) 2.螺紋銑削(高度靈活) 3.切削攻牙(傳統) 4.單點內徑車削(車床) 5.拉削/推削(罕見,大直徑) | 內部整體難度顯著增加 | 外部:軋延佔優勢;內部:成形/銑削快速上升 |
| 刀具剛性要求 | 低(短懸臂,開放式外表面) | 非常高 (細長的刀具/攻牙懸空,容易震動/破損) | 內部 >> 外部 | 小直徑內徑(M3 及以下)最堅固 |
| 晶片撤離難度 | 極為容易(切片向外飛,空間開闊) | 極度困難(密閉的孔洞,切屑可能會卡住、包裝並損壞工具) | 內部 >> 外部 | 盲孔內接件是最令人頭痛的問題 |
| 冷卻/潤滑通道 | 簡易(可使用外部泛水或直通工具,直接達到切割區域) | 困難(需要直通式刀具冷卻液、高壓或 MQL;否則會過熱/粘刀) | 內部更難 | 堅硬的材料(鈦、不銹鋼)內部需要高壓 |
| 工具壽命 | 較長(滾動幾乎無限制;車削/銑削良好) | 較短(特別是小直徑切削絲錐:通常只有數十至數百個孔) | 內部 5-20× 在許多情況下較短 | 大量內部攻牙需要頻繁更換刀具 |
| 週期時間 / 處理速度 | 快速(滾動:每個零件幾秒;翻轉也很快) | 速度較慢 (攻牙需要低速 + 啄/反向;銑削靈活但路徑較長) | 內部 30%-200% 緩衝器 | 大量外部滾動具有壓倒性的速度優勢 |
| 小直徑限制(公制) | M1.0-M0.8 仍相對可行 | M1.0 及以下非常具有挑戰性;M1.2-M1.4 已經很困難;M0.8- 通常需要特殊程序 | 內部更有限 | 醫療/航太微小螺紋通常設計在外部 |
| 最困難的規格 | 大粗節距、超長螺紋、薄壁管(振動/變形風險) | 小直徑深孔 + 精細間距、盲孔、高硬度材料 (HRC>40)、超合金 (Inconel, Ti) | - | 內盲 + 精細 + 難切割 = 噩夢組合 |
| 表面處理與強度 | 軋延最佳(冷作硬化,Ra 0.2-0.4 µm,疲勞強度 +30-50%) | 成型攻牙最佳(晶粒細化、高強度,如軋延);切削攻牙較差 | 外部軋製 > 內部成形 > 其他 | 高疲勞零件優先採用外部軋延或內部成形 |
| 成本排名(大量生產) | 最低軋延 → 模具軋延 → 車削/銑削 → 研磨 | 成型攻牙最低(無屑)→銑牙(靈活但工具昂貴)→切削攻牙(工具便宜但壽命短) | 內部成本一般較高 | 外部滾動是批量生產的性價比之王 |
| 常見問題與風險 | 軋延前坯料表面不良 → 模具破損 薄壁軋延/迴轉 → 橢圓度/膨脹 振動造成螺距誤差 | 絲錐斷裂(最常見的災害) 盲孔最後螺紋不完整 成形/切削後回彈過大 排屑不良 → 咬合/斷裂 | 內部風險高得多 | 內接式分接頭的斷裂拆卸可能非常昂貴 |

線程檢測的逆邏輯
在精密製造的世界裡,你無法控制你無法量度的東西。正如外螺紋和內螺紋的幾何特徵是相反的一樣,用來檢測它們的工具與它們所測量的零件在物理上是完全相反的。為了在車間檢驗螺紋的品質,加工人員基本上會使用一個「完美」的配合零件來測試新加工的零件,這在很大程度上依賴於 Go/No-Go 原則。.
檢查外螺紋
環繞零件 在評估螺栓等外螺紋時,主要的考量是它是否能順暢地穿進標準螺帽,而不會太松。.
- 螺紋環規: 標準的車間工具是螺紋環規。它有兩種:“Go 「環和 」No-Go ”環。Go 環模擬螺帽在最大材料狀態下的完美尺寸;它必須完全鎖在螺栓上而不會過度用力。No-Go環檢查最小螺距直徑限制,不應該擰入超過兩圈。.
- 精密測量: 對於精確的數值資料,而非簡單的合格/不合格,品質控制檢驗人員會使用 螺紋千分尺 配備特殊的 V 形砧,可直接量測螺距直徑。在高精度的實驗室環境中 三線法 是黃金標準。將三條精密研磨的線放入螺紋槽中,然後橫過它們進行測量,工程師就可以極其精確地計算出真正的螺距直徑。.
檢查內部螺紋
探索深處 檢測螺紋孔與加工螺紋孔一樣,都面臨無障礙檢測的挑戰。您無法輕易看見孔內的情況,因此必須完全依賴觸覺回饋和專用探針。.
- 螺紋塞規: 螺紋塞規與環規相反,看起來像一個高度精確的硬化鋼螺栓。Go “的一端必須順利地一直穿到攻牙孔的底部,證明主要直徑和間距直徑大到足以接受標準螺栓。No-Go」端驗證孔沒有被切得太大。.
- 內部測量的挑戰: 要獲得內螺距直徑的實際數值測量是出了名的困難。雖然有專門的內螺紋千分尺,但它們既精密又笨重。對於重要的航太或醫療零件,驗證內部幾何形狀通常需要鑄造孔內部的模具,或使用先進的三坐標測量機 (CMM) 搭配專用測針。.

公差與配合
即使外部螺栓和內部攻牙孔的加工完全符合其理論輪廓,它們仍可能無法拧在一起。為什麼?因為機械組件需要一個微小的、可控的「隱形空間」來發揮功能-允許潤滑、防腐蝕鍍層,或者僅僅是能夠用手組裝而不產生纏繞。這個微小的緩衝區受嚴格的公差與配合規則所規範。.
在廣泛使用的公制 (ISO) 螺紋系統中,內螺紋和外螺紋的區別在工程藍圖中一目了然,只需使用字母的大小寫表示即可。.
- 外螺紋公差(小寫): 外螺紋(如螺栓和螺絲)的公差帶始終以小寫字母表示(例如、,
g,h,e).例如,標準螺栓的常見公差等級是 6g。數字 “6 「定義了精度等級(公差窗口的大小),而字母 」g ”表示該窗口的位置。g “位置意味著螺栓的最大允許尺寸被有意切割得比理論基本尺寸略小,保證了較小的間隙。. - 內螺紋公差(大寫): 相反,內螺紋公差帶始終以大寫字母指定(例如:、,
G,H).標準螺帽通常有一個 6H 公差。H “表示攻孔的最小允許尺寸完全等於理論基本尺寸(它的下偏差為零)。.
當您將 6H 內螺紋搭配 6g 外螺紋時,您就創造了工程上最常見的標準間隙配合。計算結果保證它們不會完美地撞在一起,只留下足夠的空間讓操作順暢。.
最後,這些公差最重要的是應用在螺距直徑 (Pitch Diameter)(螺紋稜溝寬度相等的理論圓柱)。對於標準公制螺紋,理論螺距直徑 (d2) 是使用公稱直徑 (d) 和螺距 (P) 透過以下公式計算出來的:
d2 = d - 0.6495P
將此特定尺寸控制在指定的公差範圍內,是前面所討論的加工與檢驗程序的最終目標。.
全面的系統比較:外螺紋與內螺紋
| 特點 / 尺寸 | 外螺紋(外螺纹) | 內螺紋(內孔) |
| 幾何位置 | 切入圓柱或圓錐的外表面。. | 切入鑽孔或鑽孔的內表面。. |
| 典型組件 | 螺栓、機械螺釘、螺柱、導螺絲、螺紋軸。. | 螺帽、螺紋法蘭、引擎塊或機床的攻牙孔。. |
| 主要直徑 (D / d) | 代表波峰到波峰的距離。它是最大的外部尺寸(標稱尺寸)。. | 代表根與根的距離。它是隱藏在孔內最深處的最寬切口。. |
| 小直徑 (D1 / d1) | 代表根部直徑。它是扣件最薄、結構最脆弱的核心。. | 代表波峰直徑。它直接決定了攻牙前所需的鑽頭尺寸。. |
| 主要加工程序 | 單點螺紋車削、螺紋滾壓(冷成形/鍛造)、模具螺紋加工、螺紋銑削。. | 攻牙(切削或成形攻牙)、內螺紋車削(镗孔)、螺紋銑削。. |
| 加工環境 | 露天切削。優異的冷卻液可及性,透過重力/離心力自然排屑。. | 封閉式/恐爪式。尤其在盲孔中。切屑堆積風險高,冷卻劑滲透性差。. |
| 模具挑戰 | 一般為高剛性的刀具設定。刀具磨損容易目視監控。. | 容易因擠壓的切屑而造成刀具破損。內部 沉悶的酒吧 懸伸 (L/D) 比率過高,導致震動/抖動。. |
| 車間檢查 | 螺紋環規(Go/No-Go)。量規包覆加工零件。. | 螺紋塞規(Go/No-Go)。壓力計探測加工孔的內部。. |
| 精密測量 | 螺紋千分尺 (V-anvil)、三線法、光學比較器。. | 專用內徑千分尺、三坐標測量機 (CMM) 或內鑄成型。. |
| ISO 公制公差 | 以小楷字母表示(例如:、, 6g, 6h).控制螺栓上的間隙餘量。. | 以大寫字母表示(例如:、, 6H, 6G).控制孔的最小尺寸限制。. |
常見問題
參考文獻與進一步閱讀
- 山特维克可乐满 - 螺纹知识中心 來自世界頂尖切削刀具製造商的全面性指南。本指南針對螺紋車削、螺紋銑削以及外徑與內徑加工的刀片選擇,提供深入的應用建議。. 網站: https://www.sandvik.coromant.com/en-us/knowledge/machining-formulas-definitions/threading
- OSG 工具 - 攻牙疑難排解與指南 OSG 是孔加工和攻牙工具的全球領導者。他們的技術資料庫是了解內螺紋攻牙複雜性、正確的攻牙鑽頭尺寸計算以及盲孔排屑解決方案的絕佳資源。. 網站: https://www.osgtool.com/resources/technical
- Engineers Edge - ISO 公制螺紋標準和公差 設計工程師的重要參考資料。本網站提供 ISO 公制螺紋輪廓的詳細圖表和工程計算機,包括 ISO 公制螺紋輪廓的精確尺寸。 6H (內部)和 6g 本文討論的 (外部) 公差等級。. 網站: https://www.engineersedge.com/hardware/metric-external-thread-sizes1.htm
- 機械手冊(工業出版社) 常被稱為 「機械工業的聖經」。雖然它是一本印刷手冊,但它仍然是三線測量方法、螺紋幾何公式和特定材料的咬合預防策略的最終權威資料來源。. 網站: https://industrialpress.com/machinerys-handbook/