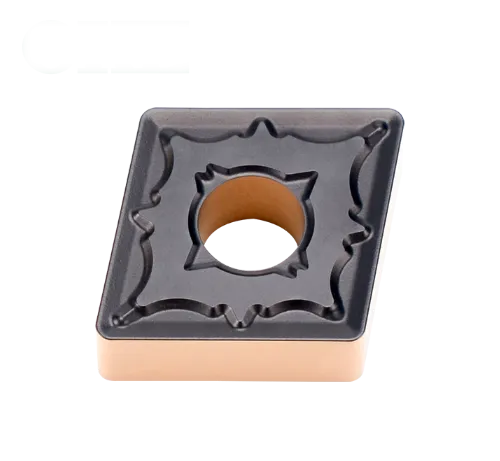
1.形狀:CNMG刀片為菱形可轉換切削刀具刀片,其內含角度為80度。
2.材質:它們通常由碳化鎢製成,碳化鎢非常堅硬且耐磨。CNMG刀片通常可添加塗層以增強其性能,例如耐磨性或改善切屑流動性。
3.使用方式:CNMG 刀片用於車床的車削作業,以成型及切削鋼、不銹鋼、鑄鐵及有色金屬等材料。
4.安裝:刀片穩固地固定在刀把上,提供多個切削刃。
CNMG 刀片幾何形狀 :
- C:菱形(80 度內含角)
- N: 負前角 (通常提供更強的切削刃)
- M:中等公差等級(適用於配合和精度的通用公差)
- G:研磨加工(表示刀片表面已研磨以確保精度)
CNMG 刀片的優勢:
- 強度:鑽石形狀和 80 度角提供四個堅固的切削刃,非常適合較重的加工。
- 多功能性:它們可用於各種車削加工,如粗加工、半精加工,甚至一些精加工。
- 成本效益高:每個刀片具有多個切削刃,可延長刀片的使用壽命並降低刀具成本。