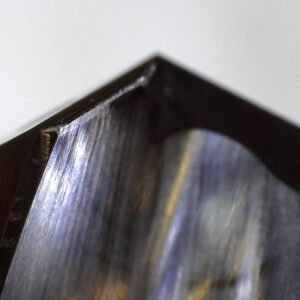
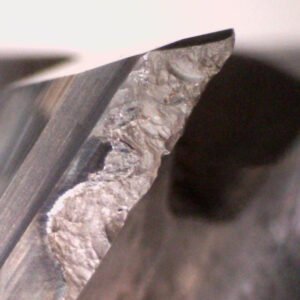
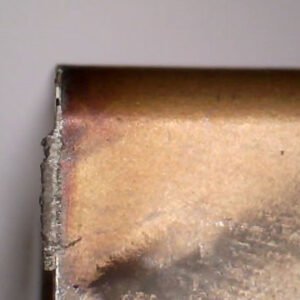
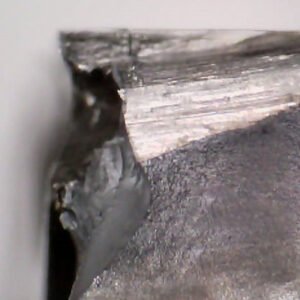
秘訣與技巧 要達到完美的生產結果,您需要 強大的工具.超過 15 年來,我們的客戶一直受益於我們的產品,以 高效 進行加工,特別是 使用高品質精密工具進行金屬切割. 請在此尋找故障排除解決方案或如何優化加工流程的提示。在本節中,我們將為您提供安全使用的提示和訣竅,從而延長刀具的使用壽命。 您是否已嘗試所有方法,但您的加工程序仍未如您所願達到最佳化?需要我們的專家建議嗎? 我們樂意為您提供支援!聯絡我們的專家 +86-15050255160 bigsunjiang@gmail.com +86-15050255160 查詢 硬質合金鑽頭 前往提示 可轉位刀片鑽頭 前往提示 硬質合金銑刀 前往提示 可轉換刀片銑刀 前往提示 車削刀片 前往提示 硬質合金鑽頭 服裝類型 側翼磨損 行動 降低切削速度 增加冷卻液壓力/數量 增加冷卻潤滑劑的濃度 增加進給率 服裝類型 火山口磨損 行動 降低切削速度 增加冷卻液壓力/數量 增加冷卻潤滑劑的濃度 降低進給速率 服裝類型 塑性變形 行動 降低切削速度 增加冷卻液壓力/數量 增加冷卻潤滑劑的濃度 降低進給速率 服裝類型 膨脹邊緣 行動 提高切削速度 增加冷卻液壓力/數量 增加冷卻潤滑劑的濃度 增加進給率 服裝類型 切割鑿邊緣劈裂 行動 提高切削速度 增加冷卻液壓力/數量 降低進給速率 檢查同心度 可轉換刀片鑽頭 服裝類型 側翼磨損 行動 降低切削速度 增加冷卻液壓力/數量 增加冷卻潤滑劑的濃度 增加進給率 服裝類型 火山口磨損 行動 降低切削速度 增加冷卻液壓力/數量 增加冷卻潤滑劑的濃度 降低進給速率 服裝類型 塑性變形 行動 降低切削速度 增加冷卻液壓力/數量 增加冷卻潤滑劑的濃度 降低進給速率 服裝類型 膨脹邊緣 行動 提高切削速度 增加冷卻液壓力/數量 增加冷卻潤滑劑的濃度 增加進給率 服裝類型 刀刃斷裂 行動 提高切削速度 增加冷卻液壓力/數量 降低進給速率 服裝類型 邊緣開裂 行動 降低切削速度 增加冷卻液壓力/數量 增加冷卻潤滑劑的濃度 降低進給速率 服裝類型 突破 行動 提高切削速度 增加冷卻液壓力/數量 增加冷卻潤滑劑的濃度 降低進給速率 硬質合金立铣刀 服裝類型 側翼磨損 行動 降低切削速度 檢查冷卻噴嘴方向 / 使用含 IC 的固定器 增加進給率 服裝類型 火山口磨損 行動 降低切削速度 檢查冷卻噴嘴方向 / 使用含 IC 的固定器 增加進給率 服裝類型 缺口磨損 行動 降低切削速度 檢查冷卻噴嘴方向 / 使用含 IC 的固定器 增加進給率 服裝類型 膨脹邊緣 行動 提高切削速度 檢查冷卻噴嘴方向 / 使用含 IC 的固定器 工作時無須冷卻潤滑 增加進給率 服裝類型 刀刃斷裂 行動 降低進給速率 服裝類型 邊緣開裂 行動 降低切削速度 工作時無須冷卻潤滑 降低進給速率 服裝類型 突破 行動 提高切削速度 檢查冷卻噴嘴方向 / 使用含 IC 的固定器 降低進給速率 可轉換刀片銑刀 服裝類型 側翼磨損 行動 降低切削速度 使用較硬的硬質合金材質 檢查冷卻噴流方向/使用帶 IC 的研磨機 增加進給率 服裝類型 火山口磨損 行動 降低切削速度 使用較硬的硬質合金材質 檢查冷卻噴流方向/使用帶 IC 的研磨機 降低進給速率 使用適當的插入幾何 (ap / fn) 服裝類型 缺口磨損 行動 降低切削速度 使用較軟的硬質合金材質 降低進給速率 使用較硬的較小設定角度 使用適當的插入幾何 (ap / fn) 服裝類型 塑性變形 行動 降低切削速度 使用較硬的硬質合金材質 檢查冷卻噴流方向/使用帶 IC 的研磨機 降低進給速率 使用較硬的較小設定角度 使用適當的插入幾何 (ap / fn) 服裝類型 膨脹邊緣 行動 提高切削速度 檢查冷卻噴流方向/使用帶 IC 的研磨機 工作時無須冷卻潤滑 增加進給率 使用適當的插入幾何 (ap / fn) 服裝類型 刀刃斷裂 行動 使用較軟的硬質合金材質 降低進給速率 使用較硬的較小設定角度 使用適當的插入幾何 (ap / fn) 服裝類型 邊緣開裂 行動 降低切削速度 使用較軟的硬質合金材質 工作時無須冷卻潤滑 降低進給速率 服裝類型 突破 行動 提高切削速度 使用較軟的硬質合金材質 檢查冷卻噴嘴方向 / 使用含 IC 的固定器 降低進給速率 使用較硬的較小設定角度 使用適當的插入幾何 (ap / fn) 車削刀片 服裝類型 側翼磨損 行動 降低切削速度 使用較硬的硬質合金材質 檢查冷卻噴嘴方向 / 使用含 IC 的固定器 增加進給率 服裝類型 火山口磨損 行動 降低切削速度 使用較硬的硬質合金材質 檢查冷卻噴嘴方向 / 使用含 IC 的固定器 降低進給速率 使用適當的插入幾何 (ap / fn) 服裝類型 缺口磨損 行動 降低切削速度 使用較軟的硬質合金材質 降低進給速率 使用較硬的較小設定角度 使用適當的插入幾何 (ap / fn) 服裝類型 塑性變形 行動 降低切削速度 使用較硬的硬質合金材質 檢查冷卻噴嘴方向 / 使用含 IC 的固定器 降低進給速率 使用適當的插入幾何 (ap / fn) 服裝類型 膨脹邊緣 行動 提高切削速度 檢查冷卻噴嘴方向 / 使用含 IC 的固定器 增加進給率 使用適當的插入幾何 (ap / fn) 服裝類型 刀刃斷裂 行動 降低切削速度 使用較軟的硬質合金材質 降低進給速率 使用較硬的較小設定角度 使用適當的插入幾何 (ap / fn) 服裝類型 邊緣開裂 行動 降低切削速度 使用較軟的硬質合金材質 工作時無須冷卻潤滑 降低進給速率 服裝類型 突破 行動 提高切削速度 使用較軟的硬質合金材質 檢查冷卻噴嘴方向 / 使用含 IC 的固定器 降低進給速率 使用較硬的較小設定角度 使用適當的插入幾何 (ap / fn)