
В режущих инструментах и металлических деталях часто используются современные покрытия, такие как ПВД по сравнению с ХВД для улучшения свойств поверхности, таких как твердость, износостойкость, защита от коррозии и многое другое. Но в чем разница между этими двумя распространенными процессами нанесения покрытий?
В этом руководстве мы рассмотрим ключевые различия между методологией PVD и CVD, характеристики получаемых покрытий, идеальные области применения и преимущества для режущих пластин и концевых фрез.
Как работают процессы нанесения покрытий PVD и CVD
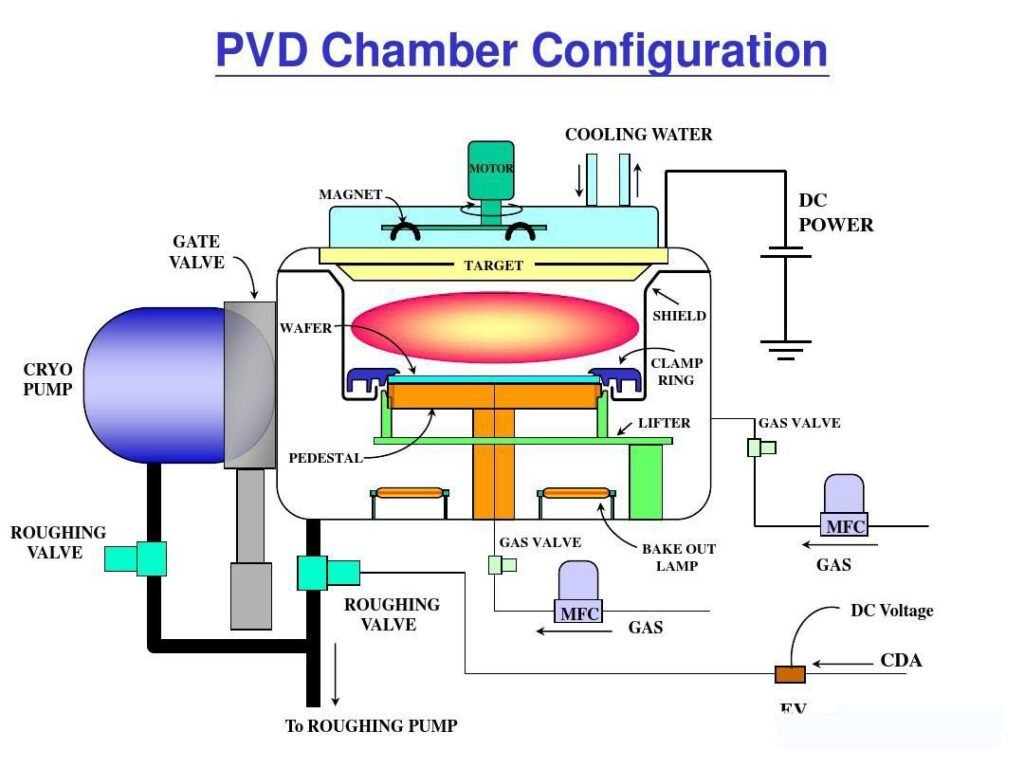
PVD (физическое осаждение из паровой фазы) предполагает помещение целевой подложки в вакуумную камеру, а затем использование магнетронного распыления или испарения для испарения материала покрытия. Этот пар конденсируется и равномерно осаждается на поверхности подложки в виде тонкопленочного покрытия. Температура обычно варьируется в пределах 200-500°C.
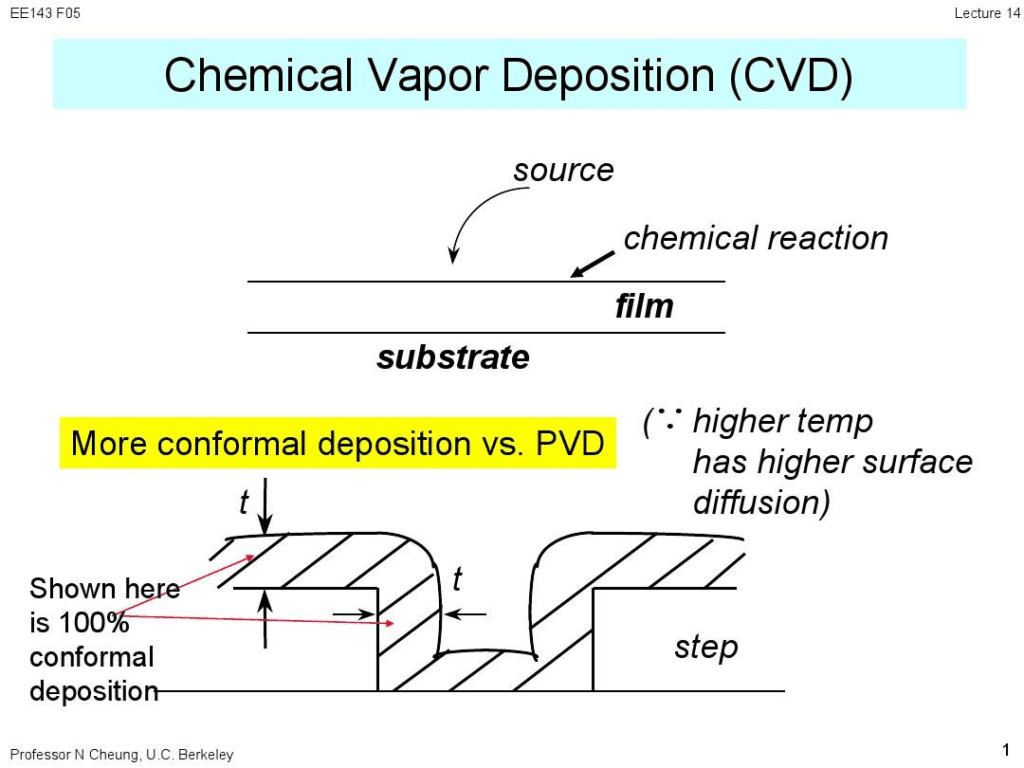
CVD (химическое осаждение из паровой фазы) наносит покрытие на поверхность посредством химических реакций между газами-предшественниками, такими как метан, водород и аммиак. Эти реактивы распадаются и вступают в реакцию на нагретой поверхности для равномерного нанесения желаемого покрытия. Реакции CVD происходят при очень высоких температурах 900-1100°C.
Разница в свойствах и характеристиках покрытий
Процесс PVD создает более тонкие, плотные и однородные покрытия, обычно толщиной 1-5 микрон. CVD может создавать гораздо более толстые покрытия толщиной до 30 микрон с отличной адгезией, но не такие однородные на сложных геометрических формах.
PVD-покрытия, как правило, более твердые и износостойкие благодаря своей плотности. CVD-покрытия выдерживают более высокие температуры - свыше 1000°C против примерно 750°C для PVD.
Распространенными видами PVD-покрытий являются нитрид титана (TiN), нитрид алюминия титана (TiAlN) и нитрид хрома (CrN). Варианты CVD-покрытий включают карбид титана (TiC), нитрид титана (TiN) и карбид кремния (SiC).
Лучшие приложения для PVD и CVD
Способность PVD равномерно покрывать небольшие сложные детали делает его идеальным для режущих инструментов, таких как концевые фрезы, хирургические инструменты, компоненты двигателей и декоративные покрытия.
Отличная адгезия и жаропрочность CVD позволяют использовать его для легирования деталей машин, диффузионных барьеров в полупроводниках и антикоррозионных покрытий.
PVD и CVD для фрезерных пластин и режущих инструментов
Для фрезерные вставки и режущих инструментов, твердость PVD повышает износостойкость и срок службы инструмента. Однако покрытия CVD позволяют снизить силы резания. CVD также лучше выдерживает более высокие температуры резания.
Торцевые фрезы с PVD-покрытием отлично подходят для высокоскоростной обработки алюминия и цветных сплавов. Пластины с CVD-покрытием хорошо работают с титановыми, никелевыми и кобальтовыми сплавами. Для достижения оптимальной производительности выбирайте PVD- или CVD-покрытия, подходящие для вашей заготовки.
Наиболее популярные типы покрытий твердосплавных инструментов
Нитрид титана (TiN)
Универсальная рабочая лошадка: TiN - одно из самых известных и широко признанных покрытий для инструментов, легко узнаваемое по характерному золотистому цвету. Оно предлагает сбалансированное сочетание повышенной твердости и низкого коэффициента трения, что делает его универсальным и экономически эффективным выбором для широкого спектра применений.
| Характеристика | Описание |
| Твердость | Приблизительно 2 300 HV (твердость по Виккерсу) |
| Максимальная рабочая температура | ~600°C (1,100°F) |
| Коэффициент трения | ~0.4 |
| Ключевые преимущества | Хорошая износостойкость, уменьшает трение и нагрев, предотвращает налипание материала (кромка). |
| Типовые применения | Сверление, фрезерование и токарная обработка цветных материалов и низколегированных и среднелегированных сталей общего назначения. |
Карбонитрид титана (TiCN)
Повышенная твердость и износостойкость: Благодаря включению углерода в матрицу нитрида титана, покрытия TiCN демонстрируют большую твердость и улучшенную смазывающую способность по сравнению с TiN. Это делает их особенно эффективными в областях с высоким уровнем абразивного износа.
| Характеристика | Описание |
| Твердость | Приблизительно 3 000 ВН |
| Максимальная рабочая температура | ~400°C (750°F) |
| Коэффициент трения | ~0.2 |
| Ключевые преимущества | Отличная твердость и износостойкость, более низкое трение, чем у TiN. |
| Типовые применения | Обработка абразивных материалов, таких как чугун, алюминиевые сплавы с высоким содержанием кремния и нержавеющие стали. Также используется в штамповке и штамповочных операциях. |
Нитрид титана-алюминия (TiAlN) и нитрид титана-алюминия (AlTiN)
Высокотемпературные чемпионы: Эти покрытия являются оптимальным выбором для высокоскоростной и сухой обработки. Добавление алюминия создает защитный слой оксида алюминия при высоких температурах, что значительно повышает термическую стабильность и стойкость покрытия к окислению. Основное различие между TiAlN и AlTiN заключается в соотношении алюминия и титана, при этом AlTiN имеет более высокое содержание алюминия, что, как правило, обеспечивает более высокие высокотемпературные характеристики.
| Характеристика | Описание |
| Твердость | TiAlN: ~2,800 HV, AlTiN: ~3,400 HV |
| Максимальная рабочая температура | TiAlN: ~800°C (1 470°F), AlTiN: ~900°C (1 650°F) |
| Коэффициент трения | ~0,5 – 0,7 |
| Ключевые преимущества | Отличная термостойкость и устойчивость к окислению, сохраняет твердость при высоких температурах. |
| Типовые применения | Высокоскоростное фрезерование, сверление и точение труднообрабатываемых материалов, таких как закаленные стали, суперсплавы на основе никеля и титановые сплавы. Идеально подходит для сухой или почти сухой обработки. |
Нитрид хрома (CrN)
Решение против прилипания: Покрытия CrN известны своим низким коэффициентом трения и отличными антиадгезионными свойствами. Это делает их особенно подходящими для применения в тех случаях, когда материал заготовки имеет тенденцию прилипать к режущему инструменту.
| Характеристика | Описание |
| Твердость | Приблизительно 2 200 ВН |
| Максимальная рабочая температура | ~700°C (1 300°F) |
| Коэффициент трения | ~0.3 |
| Ключевые преимущества | Отличная смазывающая способность, прочность и коррозионная стойкость. Противостоит образованию наплывов на кромке. |
| Типовые применения | Обработка цветных материалов, таких как алюминий, медь и латунь. Также используется для формовки и штамповки. |
Алмазоподобный углерод (DLC)
Непревзойденная смазка для обработки цветных металлов: DLC-покрытия обеспечивают исключительное сочетание высокой твердости и чрезвычайно низкого коэффициента трения, близкого к алмазному. Это обеспечивает превосходную производительность при обработке цветных металлов и абразивных материалов.
| Характеристика | Описание |
| Твердость | 1 500 - 9 000 ВН (существенно зависит от конкретного типа DLC) |
| Максимальная рабочая температура | ~350°C (660°F) |
| Коэффициент трения | ~0,1 – 0,2 |
| Ключевые преимущества | Очень низкое трение, высокая твердость и отличная износостойкость. |
| Типовые применения | Обработка алюминиевых сплавов, графита, композитов и других цветных материалов. Не подходит для обработки черных материалов из-за химической реакции при высоких температурах. |
Постоянная разработка новых и усовершенствованных технологий нанесения покрытий продолжает расширять границы производительности обработки. Многослойные покрытия, сочетающие в себе преимущества различных материалов, и нанокомпозитные покрытия находятся в авангарде этих инноваций, предлагая еще большую твердость, прочность и термостойкость для самых требовательных областей применения. Правильный выбор покрытия является решающим фактором в оптимизации любого процесса обработки, что приводит к повышению производительности и качеству деталей.
Распространенные CVD-покрытия
- Нитрид титана (TiN): Хотя они также наносятся с помощью PVD, некоторые марки токарных и сверлильные вставки использовать CVD TiN-покрытие, часто в составе многослойной схемы.
- Карбонитрид титана (TiCN): Часто применяется методом CVD благодаря своей превосходной стойкости к абразивному износу, особенно при обработке стали.
- Оксид алюминия (Al₂O₃): Это отличительная черта CVD-покрытий. Его невероятная термическая и химическая стабильность при высоких температурах делает его идеальным для высокоскоростной резки чугуна и стали. Наносится почти исключительно методом CVD.
Распространенные PVD-покрытия
- Нитрид титана (TiN): Наиболее распространенное "золотое" покрытие часто наносится методом PVD. Это универсальное покрытие общего назначения для сверл, фрез и метчиков.
- Нитрид титана и алюминия (TiAlN): Высокопроизводительное PVD-покрытие, известное своей превосходной термостойкостью. Алюминий образует защитный оксидный слой при высоких температурах, что делает его превосходным для высокоскоростной и сухой обработки.
- Нитрид титана алюминия (AlTiN): Аналогично TiAlN, но с более высоким содержанием алюминия, что обеспечивает еще большую твердость и превосходные характеристики при работе в высокотемпературных условиях. Это высококлассное PVD-покрытие для обработки закаленных сталей и сверхпрочных сплавов.
- Нитрид хрома (CrN): Это PVD-покрытие ценится за низкий коэффициент трения и антиадгезионные (антиприлипающие) свойства, что делает его превосходным для обработки цветных материалов, таких как алюминий и медь.
- Алмазоподобный углерод (DLC): Покрытие, наносимое исключительно методом PVD, обеспечивает чрезвычайно низкий уровень трения, идеально подходит для обработки цветных и абразивных материалов, таких как алюминиевые сплавы, графит и композиты.
Сводная таблица
| Покрытие | Основной метод | Основные характеристики метода |
| Нитрид титана (TiN) | PVD И CVD | PVD для общего назначения, CVD часто используется для многослойных покрытий. |
| Карбонитрид титана (TiCN) | PVD И CVD | CVD для высокой износостойкости, PVD для прочности на острых инструментах. |
| Оксид алюминия (Al₂O₃) | CVD | Высокая температурная и химическая стабильность. |
| Нитрид титана и алюминия (TiAlN) | PVD | Высокая твердость и термостойкость; при низких температурах сохраняет остроту. |
| Нитрид титана алюминия (AlTiN) | PVD | Превосходная твердость при высоких температурах; применение более низких температур сохраняет остроту. |
| Нитрид хрома (CrN) | PVD | Низкое трение, антиадгезия; применение при низких температурах сохраняет остроту. |
| Алмазоподобный углерод (DLC) | PVD | Чрезвычайная смазывающая способность; применение при низких температурах сохраняет остроту. |
Что лучше - CVD или PVD для режущих инструментов? Почему?
PVD часто придает большую твердость, в то время как CVD обеспечивает более высокую термостойкость. PVD лучше всего подходит для высокоскоростной обработки цветных металлов, а CVD - для таких прочных материалов, как титан.
Каковы температурные ограничения для PVD и CVD покрытий?
PVD-покрытия хорошо работают при температуре около 750°C, в то время как CVD-покрытия во многих случаях могут выдерживать более 1000°C.
Какое покрытие обычно имеет лучшую адгезию - PVD или CVD?
CVD-покрытия, как правило, обладают превосходной адгезией к подложке благодаря высокотемпературному процессу химического связывания.
В каких отраслях промышленности больше всего используются PVD- и CVD-покрытия?
PVD широко используется в медицине, аэрокосмической промышленности, автомобилестроении, литье пластмасс под давлением. CVD распространено в аэрокосмической промышленности, энергетике, полупроводниках и оптике.
Какую толщину можно наносить CVD-покрытия по сравнению с PVD?
Благодаря химическим реакциям CVD обычно наносит покрытия толщиной до 30 микрон. PVD ограничивается более тонкими покрытиями, обычно менее 5 микрон.
Заключение
Понимание преимуществ процессов нанесения покрытий PVD и CVD позволяет выбрать правильную технологию для конкретного применения. PVD обеспечивает однородность и твердость, а CVD - термостойкость и адгезию. Для режущих инструментов выбирайте PVD для высокоточных работ с цветными металлами и CVD для прочных материалов, таких как титан и никелевые сплавы. Правильно подобранное покрытие позволяет оптимизировать обработку и производительность деталей.



