Внутренняя и внешняя резьба

Резьба - невоспетые герои машиностроения, тихо удерживающие современный мир вместе. От микроскопических винтиков, крепящих материнскую плату вашего смартфона, до массивных болтов, стабилизирующих подвесной мост, - все эти соединения зависят от идеального геометрического сопряжения. В основе этого механического рукопожатия лежит фундаментальное различие между внешней и внутренней резьбой.
Хотя теоретически они должны иметь одинаковый профиль резьбы (например, метрический или унифицированный стандарт) для бесшовного соединения, их физическая геометрия в реальном мире полностью противоположна.
Внешняя резьба нарезается на внешней поверхности цилиндра или конуса - вспомните классический болт или винт. Для внешней резьбы геометрическая логика проста: главный диаметр - это расстояние от гребня до гребня, представляющее максимальную внешнюю ширину цилиндра. И наоборот, малый диаметр измеряется у корней резьбы, представляя собой самую тонкую и структурно уязвимую сердцевину детали.
Внутренняя резьба, с другой стороны, нарезается на внутренней поверхности отверстия, точно так же, как резьба внутри гайки или блока двигателя. Здесь геометрическая перспектива меняется. Теперь главный диаметр скрыт глубоко в корнях резьбы - это самая широкая часть среза внутри отверстия. Малый диаметр представляет собой гребни внутренней резьбы, что, с точки зрения практической обработки, напрямую соответствует размеру начального отверстия, которое необходимо просверлить перед нарезанием резьбы.
Понимание этой “перевернутой” геометрической зависимости - не просто теоретическое упражнение; это важнейший первый шаг для любого инженера или машиниста. Оно диктует все: от расчета допусков до выбора конкретного режущего инструмента в цеху.
Функция и брачные отношения
Функция и брачная роль
- Внешняя резьба (наружная резьба / наружная винтовая резьба): Действует как активный, вставляющий компонент. Обычно он находится на болте, винте, шпильке, ведущем винте или любом другом крепежном элементе с наружной резьбой, который входит во внутреннюю резьбу.
- Внутренняя резьба (внутренняя резьба / внутренняя винтовая резьба): Выступает в качестве пассивного, принимающего компонента. Обычно встречается в гайках, резьбовых отверстиях в корпусах, резьбовых вставках, фланцах или любых деталях, которые принимают и удерживают внешнюю резьбу.
Характеристики несущей способности при затягивании / осевом нагружении Когда резьбовое соединение нагружается на растяжение (раздвигается), силы действуют по-разному на каждую сторону из-за геометрии:
| Аспект | Внешняя резьба (на болте/винте) | Внутренняя резьба (в гайке/отверстии) |
|---|---|---|
| Первичная нагрузка на фланец резьбы | Боковая поверхность резьбы передает осевое усилие | Боковая поверхность резьбы передает осевое усилие |
| Нагрузка на зуб резьбы | Гребень зуба (вверху) сжат | Корень зуба (внизу) сжат |
| Нагрузка на корень нити | Корень зуба (область филе) испытывает растягивающее напряжение (наиболее критичная область) | Гребень зуба испытывает растягивающее напряжение |
| Типичное место концентрации напряжений | Высокая концентрация напряжений в области корня резьбы (эффект насечки + растягивающая нагрузка) | Нагрузка более распределена, но первые задействованные нити несут непропорционально большую нагрузку |
| Распределение нагрузки | Более равномерное распределение по занятым нитям (но все еще самое высокое на первых нескольких нитях) | Очень неравномерная; первые 3-5 витков часто несут 60-80% общей нагрузки (в зависимости от шага, материала, посадки). |
| Преимущество в прочности | Как правило, более высокая прочность на разрыв (массивное сечение, площадь корня больше по отношению к напряжению) | Более низкая внутренняя прочность из-за уменьшения количества материала вокруг отверстия и риска возникновения напряжения в обруче |
| Общий режим отказа (при перегрузке / усталости) | Разрушение корня резьбы, зарождение усталостной трещины в корневой части, разрыв хвостовика при растяжении | Срыв резьбы (разрушение внутренней резьбы при сдвиге), расширение / разрыв гайки, разрушение при вытягивании |
Ключевая инженерная информация
- В большинстве стандартных болтовых соединений инженеры проектируют так, чтобы внешняя резьба (болт) разрушалась сначала при растяжении (вязкая шейка/разрыв хвостовика), а не при срыве внутренней резьбы - это считается более безопасным и предсказуемым способом разрушения (болт ломается, но гайка/корпус остаются целыми).
- Внутренняя резьба более подвержена срыву, потому что:
- Материал, поддерживающий нити, имеет кольцевую форму (меньшую площадь поперечного сечения).
- Растягивающее напряжение в обруче (по окружности) стремится расширить гайку/отверстие.
- Нагрузка сосредоточена на первых нескольких нитях.
- В высокопрочных изделиях (болты класса 8/10,9/12,9) гайка часто делается немного мягче болта, чтобы способствовать разрушению болта, а не срыву гайки.
Внешние нити обычно воспринимают растягивающие нагрузки за счет натяжения корня и обладают более высокой общей прочностью, в то время как внутренние нити воспринимают сжимающие нагрузки на корень, но более уязвимы к срыву и разрыву обруча - поэтому при проектировании приоритет обычно отдается защите внутренней нити от перегрузок.
Методы обработки и технологические маршруты
Когда мы переходим от геометрической теории к реальности машинного цеха, различия между внешней и внутренней резьбой становятся очевидными. Вся стратегия производства резьбы диктуется одним критическим фактором: доступностью. Эта единственная переменная определяет, насколько легко режущий инструмент может войти в материал, насколько эффективно охлаждающая жидкость может попасть в зону резания и, что самое важное, куда попадет металлическая стружка.
Внешняя обработка: Преимущество “открытого воздуха”
Обработка наружной резьбы - это, как правило, очень доступный процесс. Поскольку операция происходит на внешней стороне цилиндра, это “открытая” среда резания. Охлаждающая жидкость может подаваться непосредственно на режущую кромку, а металлическая стружка может естественным образом отпадать от заготовки.
Такая свобода позволяет использовать самые разные высокоэффективные методы производства:
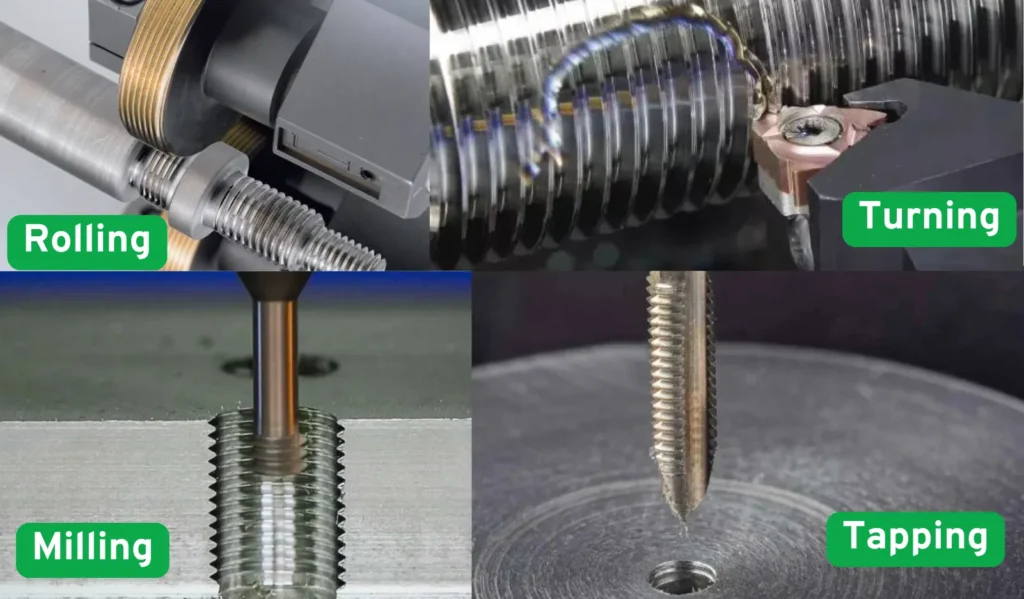
- Оборачивание нитей: Использование токарного станка с одной точкой резьбовая вставка это стандарт точности и гибкости.
- Нить катится: Для массового производства и высокопрочного крепежа (например, автомобильных болтов) прокатка является бесспорным королем. Вместо резки металла штампы из закаленной стали прессуют и холодно штампуют профиль резьбы в заготовке. При этом не образуется стружки и значительно повышается усталостная прочность резьбы за счет упрочнения.
- Нарезание резьбы с помощью плашек: Часто используется для ручного ремонта или быстрой настройки на ручных токарных станках.

Внутренняя обработка: Вызов клаустрофобии
Нарезание внутренней резьбы - особенно в глухих отверстиях (отверстиях, которые не проходят через всю деталь) - это совершенно другое дело. Среда обработки является замкнутой и клаустрофобной. Охлаждающая жидкость с трудом достигает дна отверстия, и удаление стружки становится главным врагом инженера. Упакованная стружка может мгновенно сломать режущий инструмент, разрушив и инструмент, и, возможно, дорогостоящую деталь.
Чтобы преодолеть эти ограничения, машинисты используют специализированные технологии:
- Постукивание: Наиболее распространенный метод для небольших и средних отверстий. Метчики - это специализированные вращающиеся инструменты, которые нарезают резьбу по мере продвижения в отверстие. Для глухих отверстий широко используются метчики со спиральным рифлением, поскольку их геометрия активно вытягивает стружку вверх и из отверстия, подобно сверлу.
- Внутренний Резьбонарезка (Скука): Используется для обработки больших отверстий на токарном станке. Основная проблема здесь - жесткость инструмента. Режущая пластина должна быть установлена на расточном стержне, который входит в отверстие. Если отверстие глубокое, то из-за большого отношения длины к диаметру (L/D) свеса инструмент сильно подвержен вибрации и “болтанию”, что портит чистоту резьбы.
- Фрезерование резьбы: Передовая технология ЧПУ, при которой вращающийся фреза по спирали в отверстие. При этом образуется более мелкая стружка, которая легко смывается, что очень удобно при обработке твердых материалов или очень крупных внутренних резьб, где метчик потребовал бы слишком большого крутящего момента.
| Размер | Внешняя резьба (наружная/внутренняя) | Внутренняя резьба (внутренняя/внутренняя) | Сравнение сложности / стоимости / риска | Типовые указания по применению |
|---|---|---|---|---|
| Основные методы обработки | 1. Накатывание резьбы (наиболее предпочтительно для массового производства) 2. Токарная обработка в одной точке (токарный станок) 3. Накатка резьбы плашками / планетарными плашками (накатка плашек) 4. Фрезерование резьбы 5. Шлифование резьбы (для сверхточной обработки) | 1. Формообразование / нарезание резьбы (холодная штамповка без стружки) 2. Фрезерование резьбы (очень гибкое) 3. Нарезание резьбы (традиционное) 4. Внутреннее точение в одной точке (токарный станок) 5. Протягивание / вдавливание (редко, большие диаметры) | Внутренние значительно сложнее в целом | Внешние: преобладает прокатка; Внутренние: быстро растет формовка/фрезерование |
| Требования к жесткости инструмента | Низкая (короткий свес, открытая внешняя поверхность) | Очень высокая (длинный тонкий выступ инструмента/метчика, склонность к вибрации/поломкам) | Внутренние >> Внешние | Внутренние детали малого диаметра (M3 и ниже) - самые прочные |
| Сложность эвакуации чипов | Очень легко (фишки летят наружу, открытое пространство) | Крайне сложно (закрытое отверстие, стружка может заклинить, собрать и сломать инструмент) | Внутренние >> Внешние | Внутренние детали с глухими отверстиями - самая большая головная боль |
| Доступ к охлаждающей жидкости / смазке | Легкость (возможно использование внешнего заливного или проходного инструмента, прямой доступ к зоне резания) | Сложно (требуется охлаждающая жидкость через инструмент, высокое давление или MQL; в противном случае перегрев/залипание) | Внутреннее гораздо сложнее | Прочные материалы (титан, нержавеющая сталь) требуют высокого давления для внутренних деталей |
| Срок службы инструмента | Длиннее (прокатка почти не ограничена; токарная/фрезерная обработка хороша) | Короткие (особенно режущие метчики малого диаметра: часто всего от десятков до сотен отверстий) | Внутренние 5-20× короче во многих случаях | Нарезание внутренних резьб в больших объемах требует частой смены инструмента |
| Время цикла / скорость обработки | Быстрая (прокатка: секунды на часть; поворот также быстрый) | Медленнее (для нарезания резьбы требуется низкая скорость + пек/реверс; фрезерование гибкое, но с более длинной траекторией) | Внутреннее замедление 30%-200% | Массивная внешняя прокатка имеет подавляющее преимущество в скорости |
| Предельный малый диаметр (метрический) | M1.0-M0.8 все еще относительно выполнимы | M1.0 и ниже - очень сложно; M1.2-M1.4 - уже сложно; M0.8 - часто требуются специальные процессы | Внутренние более ограниченные | Медицинская/аэрокосмическая мелкая резьба, часто предназначенная для наружного применения |
| Самые сложные спецификации | Крупный шаг, сверхдлинная резьба, тонкостенные трубки (риск вибрации/деформации) | Глубокие отверстия малого диаметра + мелкий шаг, глухие отверстия, материалы с высокой твердостью (HRC>40), сверхпрочные сплавы (Inconel, Ti) | - | Внутренняя шторка + тонкая ткань + трудная резка = кошмарное сочетание |
| Обработка поверхности и прочность | Лучшая прокатка (закалка холодным способом, Ra 0,2-0,4 мкм, усталостная прочность +30-50%) | Формообразующая резьба лучше (измельчение зерна, высокая прочность, как при прокатке); режущая резьба хуже | Внешняя прокатка > Внутренняя формовка > другие | Для деталей с высокой степенью усталости приоритет отдается внешнему или внутреннему прокату |
| Ранжирование по стоимости (массовое производство) | Самая низкая прокатка → Прокатка штампов → Токарная/фрезерная обработка → Шлифование | Нарезание самых низких резьб (без стружки) → Фрезерование резьбы (гибкий, но дорогой инструмент) → Нарезание резьбы (дешевый инструмент, но недолговечный) | Внутренняя стоимость обычно выше | Внешняя прокатка является королем по соотношению цена/производительность для объема |
| Общие проблемы и риски | Плохая поверхность заготовки перед прокаткой → поломка штампа Тонкостенная прокатка/обкатка → овальность/расширение Вибрация, вызывающая ошибки шага | Поломка метчика (наиболее распространенная катастрофа) Слепое отверстие с неполной последней резьбой Пружинная спинка слишком большого размера после формовки/нарезки Плохой отвод стружки → заклинивание/поломка | Внутренний риск гораздо выше | Удаление сломанных кранов во внутренних устройствах может быть очень дорогим |

Обратная логика проверки ниток
В мире точного производства невозможно контролировать то, что нельзя измерить. Так же как геометрические характеристики внешней и внутренней резьбы инвертированы, инструменты, используемые для их контроля, являются точными физическими противоположностями измеряемых деталей. Чтобы проверить качество резьбы в цеху, машинисты используют “идеальную” сопряженную деталь для проверки только что обработанной, в значительной степени полагаясь на принцип Go/No-Go.
Проверка наружной резьбы
Окружающая деталь При оценке внешней резьбы, например, болта, в первую очередь важно, будет ли он плавно нарезаться в стандартной гайке, не слишком ли ослабнет.
- Кольцевые измерители резьбы: Стандартным инструментом в цеху является кольцевой калибр для резьбы. Он поставляется в паре: кольцо “Go” и кольцо “No-Go”. Кольцо "Go" имитирует гайку идеального размера в максимальном состоянии материала; она должна полностью накручиваться на болт без чрезмерного усилия. Кольцо "No-Go" проверяет минимальный диаметр шага и не должно накручиваться более чем на два оборота.
- Точное измерение: Для получения точных числовых данных, а не простого "прошел/не прошел", инспекторы по контролю качества используют Резьбовой микрометр оснащены специальными V-образными наковальнями для непосредственного измерения диаметра шага. В высокоточных лабораторных условиях Трехпроводной метод является золотым стандартом. Поместив три точно отшлифованные проволоки в канавки резьбы и измерив их поперек, инженеры могут с высокой точностью рассчитать истинный диаметр шага.
Проверка внутренней резьбы
Исследование глубин Проверка резьбового отверстия сопряжена с теми же трудностями, что и его обработка. Вы не можете легко увидеть внутреннее отверстие, поэтому приходится полностью полагаться на тактильную обратную связь и специализированные щупы.
- Манометры с резьбовыми пробками: Обратный кольцевому калибру, резьбовой калибр-пробка выглядит как высокоточный болт из закаленной стали. Конец “Go” должен плавно дойти до дна резьбового отверстия, подтверждая, что основной и продольный диаметры достаточно велики, чтобы принять стандартный болт. Конец “No-Go” подтверждает, что отверстие не было вырезано слишком большим.
- Вызов внутренним измерениям: Получить фактическое числовое измерение диаметра внутреннего шага, как известно, непросто. Хотя существуют специализированные микрометры для внутренней резьбы, они хрупки и громоздки. Часто для критически важных аэрокосмических или медицинских компонентов проверка внутренней геометрии требует отливки формы внутреннего отверстия или использования современной координатно-измерительной машины (КИМ) со специализированными щупами.

Допуски и подгонка
Даже если внешний болт и внутреннее резьбовое отверстие обработаны идеально в соответствии с их теоретическими профилями, они все равно могут не закрутиться. Почему? Потому что для функционирования механических узлов требуется крошечное, контролируемое количество “невидимого пространства” - запас для смазки, антикоррозийного покрытия или просто возможность ручной сборки без скрепления. Эта микроскопическая буферная зона регулируется строгими правилами Допусков и Посадок.
В широко распространенной системе метрической резьбы (ISO) различие между внутренней и наружной резьбой сразу видно на инженерных чертежах и обозначается просто регистром используемых букв.
- Допуски на наружную резьбу (в нижнем регистре): Полосы допусков для наружной резьбы, например, болтов и винтов, всегда обозначаются строчными буквами (например,
g,h,e). Например, распространенный класс допуска для стандартного болта - 6g. Цифра “6” определяет класс точности (размер окна допуска), а буква “g” указывает на положение этого окна. Позиция “g” означает, что максимально допустимый размер болта намеренно срезан немного меньше теоретического базового размера, что гарантирует небольшой зазор. - Допуски на внутреннюю резьбу (прописные): И наоборот, полосы допусков внутренней резьбы всегда обозначаются заглавными буквами (например,
G,H). Стандартная гайка обычно имеет 6H допуск. Буква “H” означает, что наименьший допустимый размер резьбового отверстия точно равен теоретическому базовому размеру (имеет нулевое нижнее отклонение).
Когда вы соединяете внутреннюю резьбу 6H с внешней резьбой 6g, получается самая распространенная в машиностроении стандартная посадка с зазором. Математика гарантирует, что они никогда не будут идеально входить друг в друга, оставляя достаточно места для плавной работы.
В конечном счете, эти допуски в наибольшей степени влияют на диаметр шага (теоретический цилиндр, в котором гребни и канавки резьбы имеют одинаковую ширину). Для стандартной метрической резьбы теоретический диаметр шага (d2) рассчитывается по номинальному диаметру (d) и шагу (P) по следующей формуле:
d2 = d - 0,6495P
Контроль этого конкретного размера в пределах заданного диапазона допусков является конечной целью процессов обработки и контроля, рассмотренных ранее.
Комплексное сравнение систем: Внешние и внутренние резьбы
| Характеристика/размер | Внешняя резьба (наружная) | Внутренняя резьба (внутренняя) |
| Геометрическое расположение | Вырежьте внешнюю поверхность цилиндра или конуса. | Врезается во внутреннюю поверхность расточенного или просверленного отверстия. |
| Типичные компоненты | Болты, винты, шпильки, свинцовые винты, резьбовые валы. | Гайки, резьбовые фланцы, резьбовые отверстия в блоках двигателей или станинах станков. |
| Основной диаметр (D / d) | Представляет собой расстояние от гребня до гребня. Это самый большой внешний размер (номинальный размер). | Представляет собой расстояние от корня до корня. Это самый широкий разрез, скрытый в глубине отверстия. |
| Малый диаметр (D1 / d1) | Представляет собой диаметр корня. Это самая тонкая, наиболее уязвимая в структурном отношении сердцевина крепежа. | Представляет собой диаметр гребня. От него напрямую зависит размер сверла перед нарезанием резьбы. |
| Первичные процессы обработки | Нарезание однозаходной резьбы, накатывание резьбы (холодная штамповка/поковка), нарезание резьбы плашками, фрезерование резьбы. | Нарезание резьбы (резание или формообразование), нарезание внутренней резьбы (растачивание), фрезерование резьбы. |
| Среда обработки | Резка под открытым небом. Отличный доступ для СОЖ и естественный отвод стружки под действием силы тяжести/центробежной силы. | Замкнутость/клаустрофобия. Особенно в глухих отверстиях. Высокий риск образования стружки и плохого проникновения СОЖ. |
| Проблемы с инструментами | Как правило, очень жесткая настройка инструмента. Износ инструмента легко контролировать визуально. | Склонны к поломке инструмента из-за набившейся стружки. Внутренняя буровые штанги страдают от высокого соотношения свесов (L/D), что приводит к вибрации/дребезжанию. |
| Инспекция цеха | Кольцевые калибры резьбы (Go/No-Go). Измерительный прибор охватывает обрабатываемую деталь. | Манометры для резьбовых пробок (Go/No-Go). Манометр измеряет внутреннюю поверхность обработанного отверстия. |
| Точное измерение | Нитяные микрометры (V-anvil), метод трех проводов, оптические компараторы. | Специализированные внутренние микрометры, координатно-измерительные машины (КИМ) или внутреннее литьевое формование. |
| Метрические допуски ISO | Обозначаются строчными буквами (например, 6g, 6h). Контролирует припуск на болт. | Обозначаются заглавными буквами (например, 6H, 6G). Контролирует минимальный размер отверстия. |
ЧАСТО ЗАДАВАЕМЫЕ ВОПРОСЫ
Ссылки и дальнейшее чтение
- Sandvik Coromant - Центр знаний о резьбе Исчерпывающее руководство от одного из ведущих мировых производителей режущего инструмента. В нем содержатся подробные рекомендации по нарезанию резьбы, фрезерованию резьбы и выбору пластин для наружных и внутренних операций. Веб-сайт: https://www.sandvik.coromant.com/en-us/knowledge/machining-formulas-definitions/threading
- OSG Tooling - Поиск и устранение неисправностей при нарезании резьбы Компания OSG - мировой лидер в производстве инструментов для изготовления отверстий и нарезания резьбы. Их техническая библиотека - отличный ресурс для понимания сложностей нарезания внутренней резьбы, правильных расчетов размера сверла и решений по удалению стружки в глухих отверстиях. Веб-сайт: https://www.osgtool.com/resources/technical
- Engineers Edge - Стандарты и допуски метрической резьбы ISO Важнейший справочник для инженеров-конструкторов. На этом сайте представлены подробные таблицы и инженерные калькуляторы для профилей метрической резьбы ISO, включая точные размеры для 6H (внутренний) и 6g (внешние) классы толерантности, рассмотренные в этой статье. Веб-сайт: https://www.engineersedge.com/hardware/metric-external-thread-sizes1.htm
- Справочник по машиностроению (Промышленная пресса) Его часто называют “Библией машиностроения”. Несмотря на то, что это печатное пособие, оно остается самым авторитетным источником информации о методе измерения Three-Wire, формулах геометрии резьбы и стратегиях предотвращения галтообразования для конкретного материала. Веб-сайт: https://industrialpress.com/machinerys-handbook/