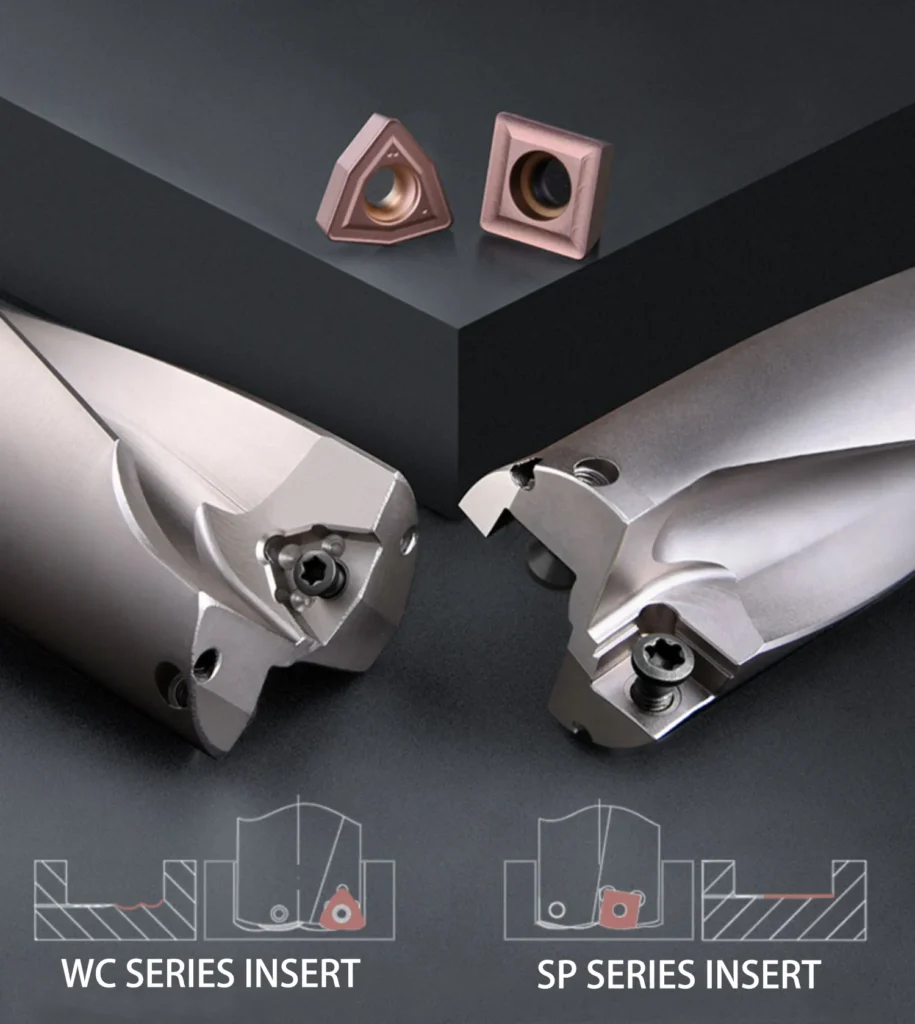
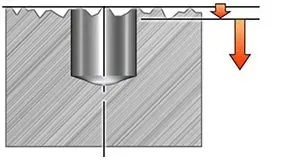
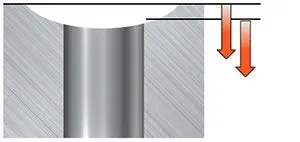
U-образное сверло, также известное как сверло со сменными пластинами или модульное сверло, - это прецизионный режущий инструмент, предназначенный для эффективного сверления отверстий при обработке на станках с ЧПУ. Отличаясь U-образной формой желобка и сменными твердосплавными пластинами, они отлично подходят для сверления неглубоких и глубоких отверстий в различных материалах, включая сталь, нержавеющую сталь, алюминий и композиты. В отличие от традиционных спиральных сверл, U-образные сверла используют модульную систему с прочным корпусом инструмента и сменными пластинами, что делает их легко адаптируемыми для высокоскоростных и высокоподатливых применений.
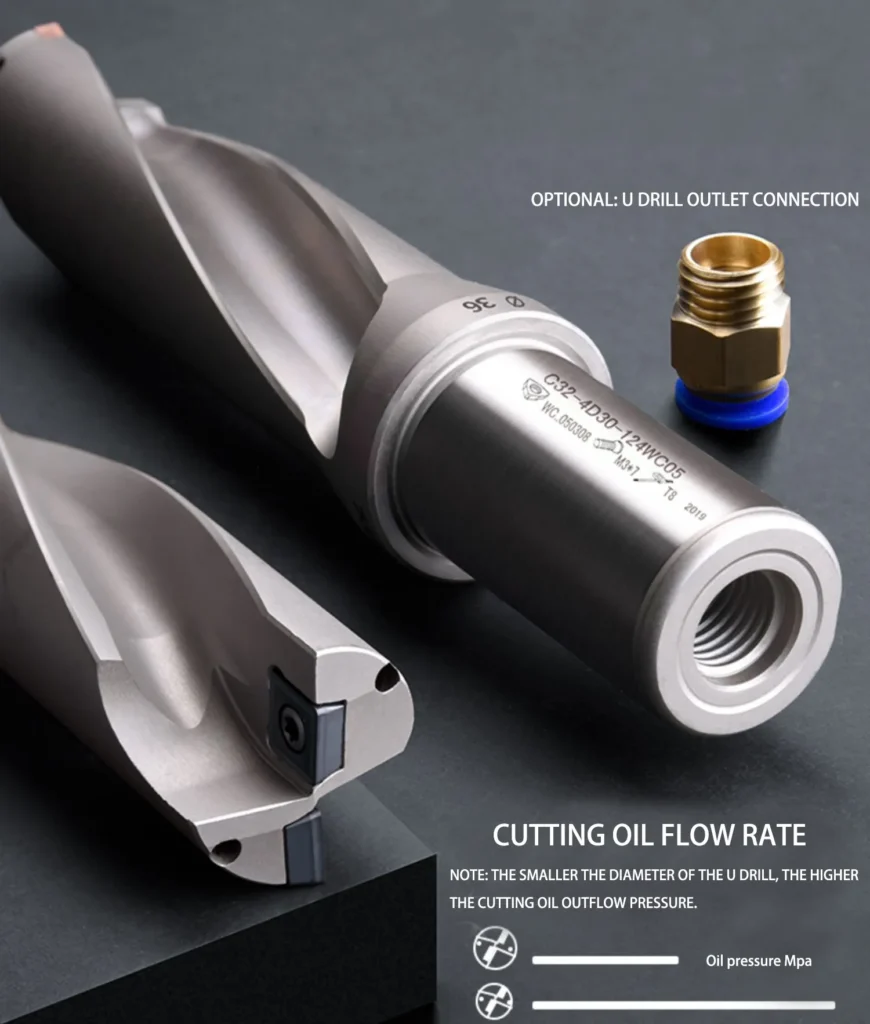
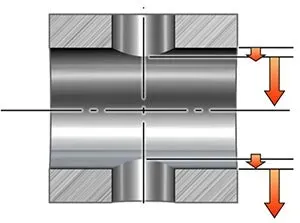
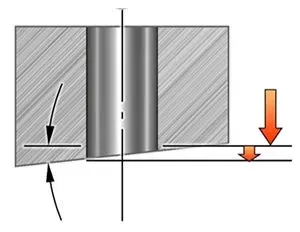
Преимущества Учения: Сверла U Drills обладают значительными преимуществами, которые повышают эффективность обработки. Их U-образная форма канавки обеспечивает превосходную эвакуацию стружки, уменьшая засорение и позволяя использовать более высокие скорости подачи, что может сократить время цикла до 70%. Система сменных пластин продлевает срок службы инструмента и сокращает время простоя, поскольку изношенные пластины можно заменить за считанные минуты, не заменяя все сверло целиком. Кроме того, сверла U Drills обеспечивают отличную жесткость, что позволяет использовать высокие скорости подачи и обрабатывать большие диаметры (до 60 мм), обеспечивая при этом высокую точность отверстий и превосходную чистоту поверхности, что часто исключает необходимость в дополнительных операциях растачивания.
U-образные сверла ONMY отличаются высочайшим качеством и производительностью, они изготавливаются из высококачественных материалов, обеспечивающих долговечность и термостойкость. Ориентируясь на инновации, ONMY предлагает широкий ассортимент марок и геометрий пластин, предназначенных для различных материалов и областей применения, при поддержке экспертного технического руководства. Благодаря прямым продажам с завода, строгому управлению 6S и круглосуточному послепродажному обслуживанию ONMY обеспечивает экономически эффективные решения и надежную поддержку, что делает их U-сверла идеальным выбором для достижения высочайших результатов обработки.