인덱서블 인서트 드릴 또는 모듈형 드릴이라고도 하는 U 드릴은 CNC 가공에서 효율적인 홀 가공을 위해 설계된 정밀 절삭 공구입니다. U자형 플루트 디자인과 교체 가능한 카바이드 인서트가 특징인 이 제품은 강철, 스테인리스강, 알루미늄, 복합재 등 다양한 소재에 얕은 구멍부터 깊은 구멍까지 드릴링하는 데 탁월한 성능을 발휘합니다. 기존의 트위스트 드릴과 달리 U 드릴은 내구성이 뛰어난 공구 본체와 교체 가능한 인서트가 있는 모듈식 시스템을 사용하므로 고속 및 고속 이송 애플리케이션에 매우 적합합니다.
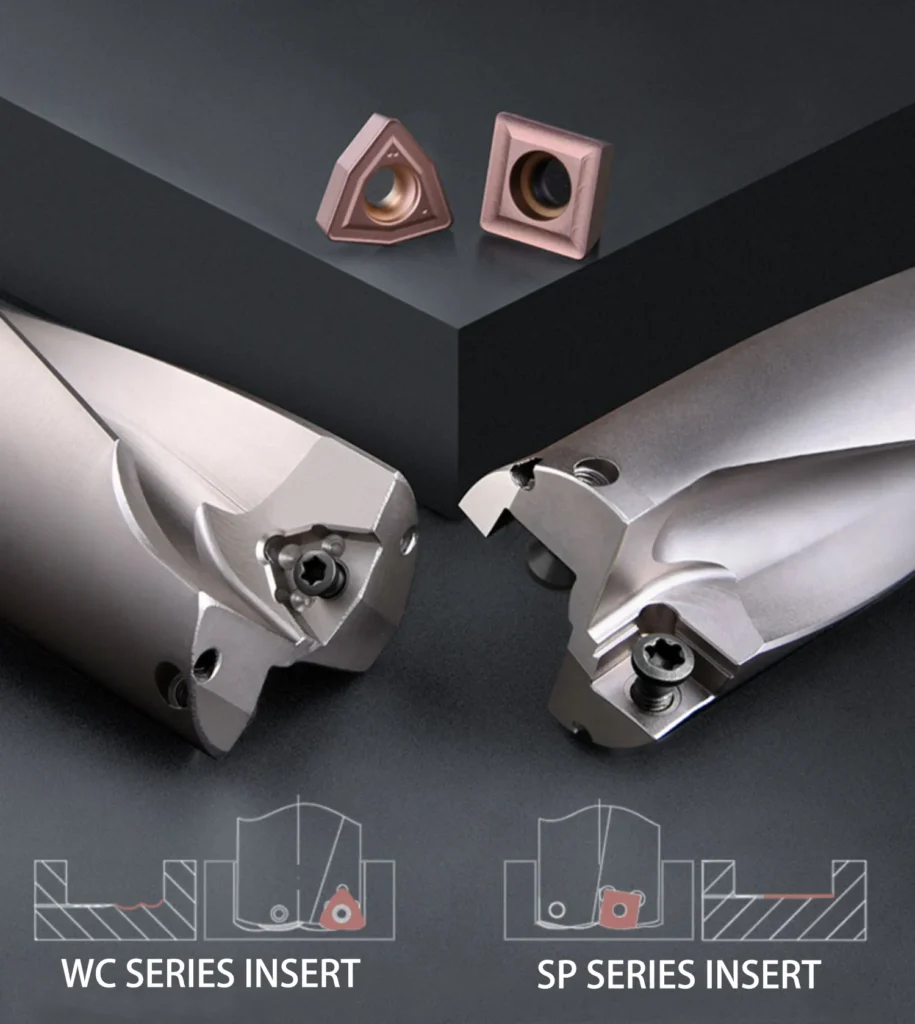
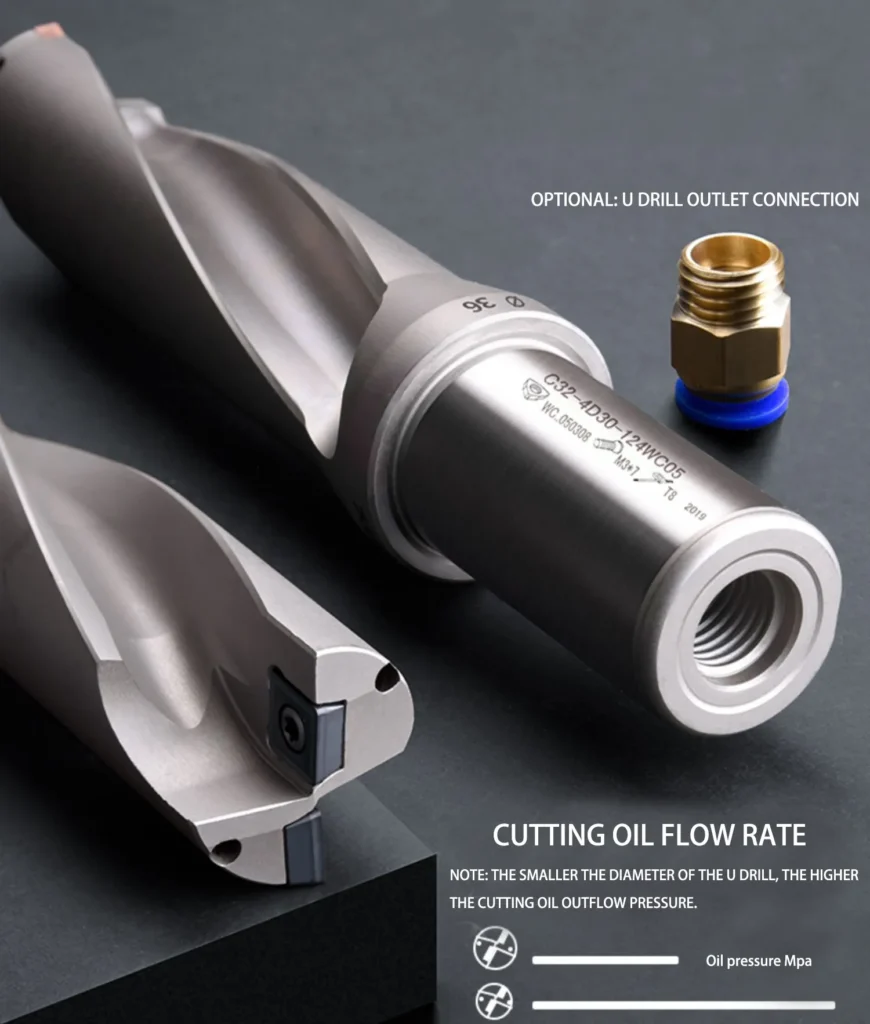
장점 U 훈련U 드릴은 가공 효율을 향상시키는 상당한 이점을 제공합니다. U자형 플루트 설계로 우수한 칩 배출을 보장하여 막힘을 줄이고 더 빠른 이송 속도를 가능하게 하여 사이클 시간을 최대 70% 단축할 수 있습니다. 교체형 인서트 시스템은 공구 수명을 연장하고 가동 중지 시간을 줄여줍니다. 마모된 인서트는 드릴 전체를 교체하지 않고도 몇 분 만에 교체할 수 있기 때문입니다. 또한 U 드릴은 탁월한 강성을 제공하여 높은 이송 속도와 더 큰 가공 직경(최대 60mm)을 가능하게 하며, 정밀한 구멍 정확도와 우수한 표면 마감을 구현하여 2차 보링 작업이 불필요해지는 경우가 많습니다.
ONMY의 U 드릴은 내구성과 내열성을 보장하는 고급 소재로 제작되어 프리미엄 품질과 성능이 돋보입니다. 혁신에 중점을 둔 ONMY는 다양한 재료와 용도에 맞는 광범위한 인서트 등급과 형상을 제공하며, 전문가의 기술 지도를 지원합니다. 공장 직영 판매, 엄격한 6S 관리, 연중무휴 애프터 서비스를 통해 비용 효율적인 솔루션과 안정적인 지원을 보장하는 ONMY의 U 드릴은 최고 수준의 가공 결과를 달성하는 데 이상적인 선택입니다.