スレッドタイプの包括的分類と選択ガイド
ねじ山(スクリュースレッドまたはファスナースレッドとも呼ばれる)は、回転運動を直線運動または力に変換する円筒表面のらせん状の隆起である。ファスナー(ボルト、スクリュー、ナット)、動力伝達(リードスクリュー、ジャッキ)、パイプのシーリング、精密機構などに不可欠である。.
1.主要用語
スレッドを分類する前に、ジオメトリーを理解することが不可欠である:
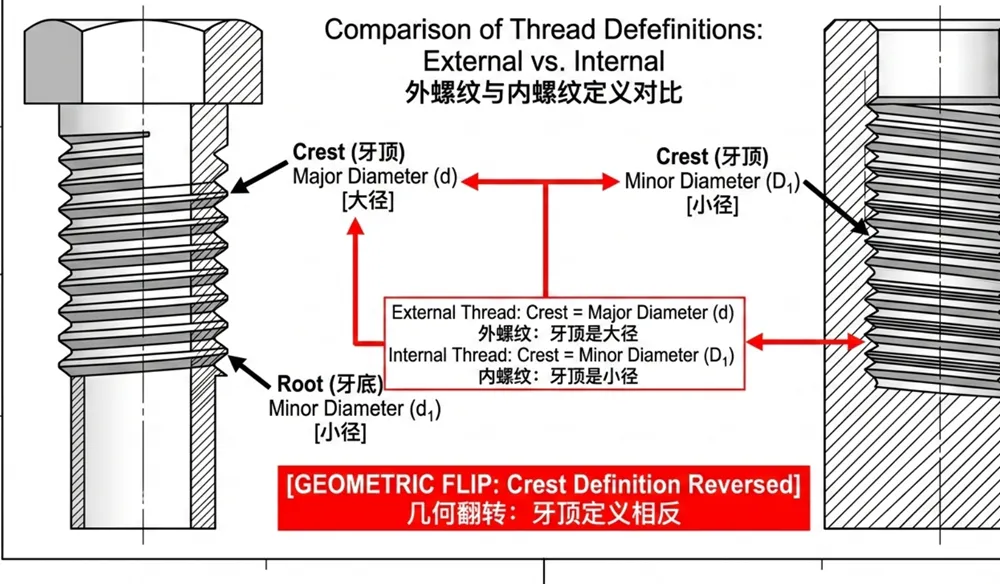
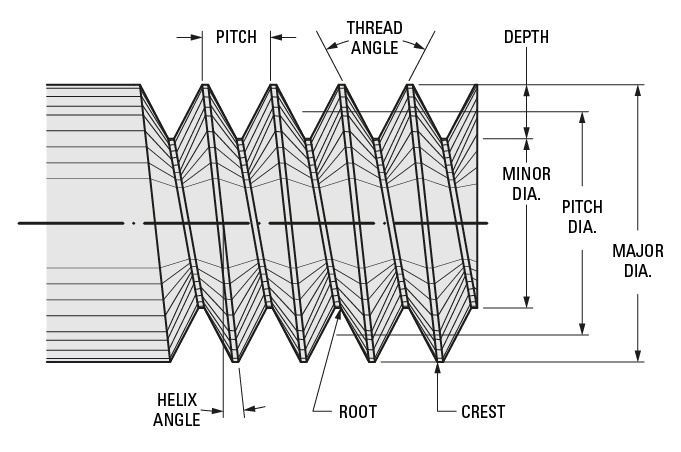
- 主要直径:最大直径(外ねじはクレスト、内ねじはルーツ)。.
- 小径:最も小さい直径(根は外側に、紋章は内側に)。.
- ピッチ径:ねじ幅が溝幅に等しい場合の理論直径。.
- ピッチ:隣接するねじ山頂間の軸方向距離(mm:メートル法、ねじ山/インチ/TPI:インペリアル法)。.
- リード:1回転あたりの軸方向前進量(1条ねじのピッチに等しい)。.
- フランク角:ねじ山形状と軸直角の間の角度(例えば、ほとんどのVねじは60°)。.
- クレスト/ルート:アウター/インナー スレッドプロファイル.
- 手の大きさ:右手用(RH、標準、時計回りに締める)または左手用(LH)。.
- テーパー:平行(ストレート)またはテーパー(シール用円錐形)。.

2.包括的な分類
機能別
- 締め付け/取り付けネジ:部品(ボルト、ネジ、ナット)の接合用。最も一般的な三角形/V字形。.
- パワー/トランスミッション:トルクを直線力/モーションに変換(リードスクリュー、バイス、ジャッキ)。台形、正方形、またはバットレスプロファイル。.
- パイプ/シーリングスレッド:流体/ガス接続用。多くの場合、干渉シールのためにテーパーが付いています。.
- 特別スレッド:木ねじ、セルフタッピング、ナックル(耐久性のために丸みを帯びている)、マルチスタート(より速く前進する)。.
スレッドの形状/プロファイル(断面)別
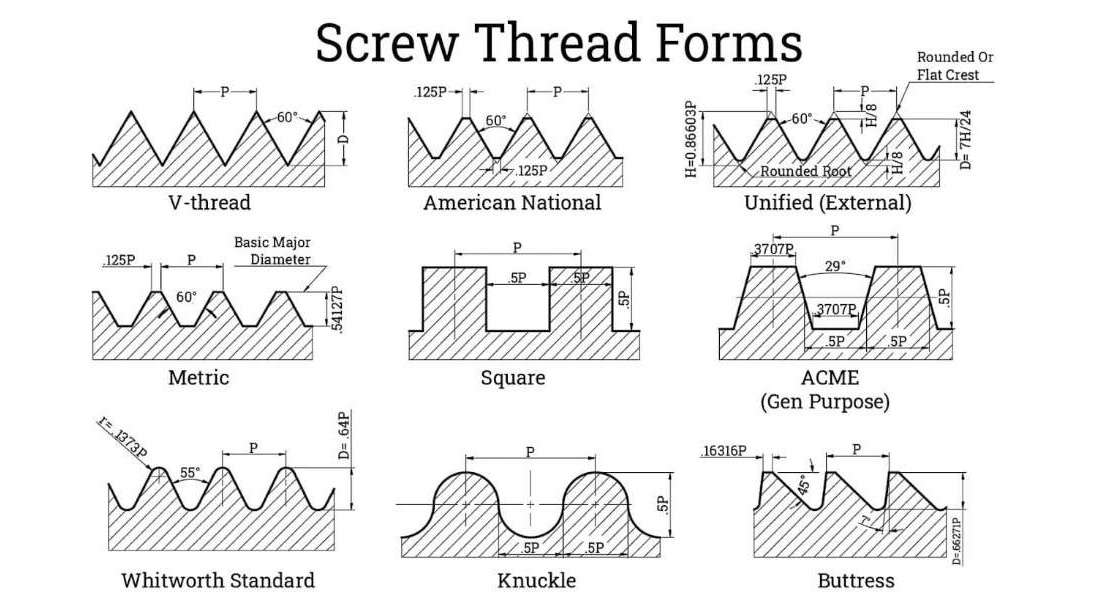
- 三角/Vスレッド (フランク角60°または55°):最も一般的な締め付け用。シャープV、切り詰め(実用的)、ISOメートル、ユニファイド、ウィットワースが含まれる。引張強度は高いが、摩擦が大きい。.
- 四角い糸:四角い形状。動力伝達において最も摩擦が少なく、効率が高い。製造が難しく高価。.
- アクメ/台形ねじ (フランク角29°~30°):角材より加工しやすい。パワースクリューに適し、効率と強度のバランスがとれている。.
- バットレス糸 (非対称、片側45°が多い):一方向に高い耐荷重性を持ち、四角形のように効率的だが、せん断力は強い。プレス/バイスに使用される。.
- ラウンド/ナックル:丸みを帯びたプロファイル、汚れ/腐食に強い。過酷な環境で使用される(例:鉄道、カップリング)。.
- その他:ウォーム(ヘリカルギアのようなもの)、ノコギリ歯のバリエーション。.
標準化制度・測定法別
- ISO メトリック (M):グローバルスタンダード(60°Vプロファイル)。粗いピッチ(デフォルト)または細かいピッチ。指定:M10×1.5(直径×ピッチ)。規格:ISO 261/724。.
- 統一ねじ規格(UTS - インチ):US/カナダドミナント(60°)。UNC(粗目)、UNF(細目)、UNEF(極細)、UNS(特殊)。例:1/2-13 UNC(直径-TPI)。規格ANSI/ASME B1.1。.
- ウィットワース(英):55°丸型。BSW(粗目)、BSF(細目)、BSP(パイプ)。主に歴史的なものだが、現在も英国/英連邦にある。.
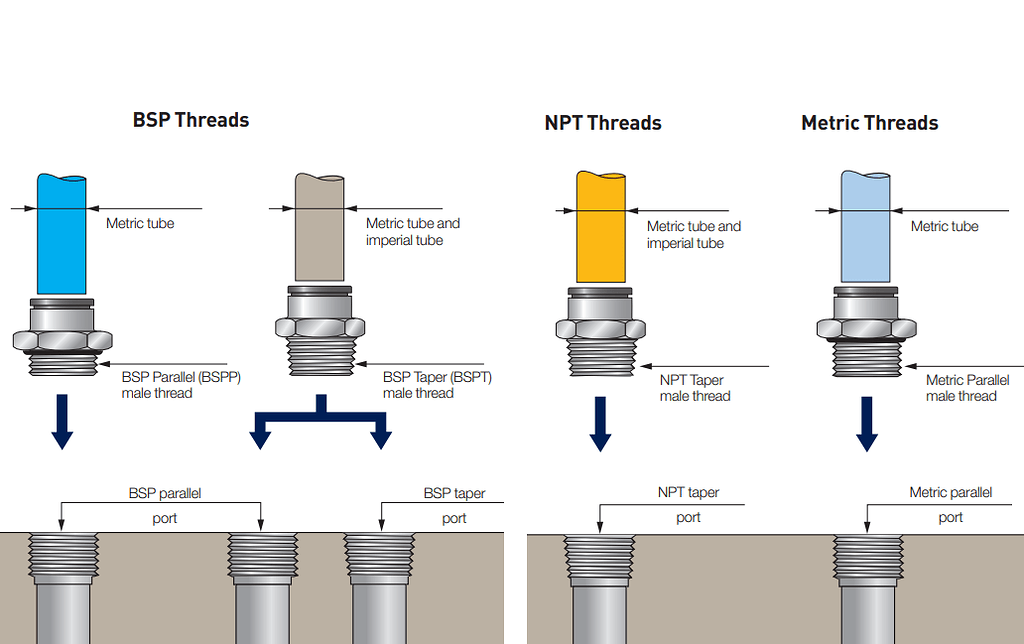
- パイプスレッド:
- NPT/NPTF(USテーパー、60°、テープによるセルフシール)。.
- BSPP/G(平行、55°、ワッシャー/シーラントが必要)。.
- BSPT/R(テーパー、55°)。.
- パワー/トランスミッション・シリーズ:台形(Tr/DIN 103)、アクメ(ASME)、正方形、バットレス。.
- その他:PG (導管)、BA (小型器具)、UNJ/MJ (根元半径のある航空宇宙)。.
選ぶとき ねじ切り工具, 当社の豊富な製品群からお選びいただけます。.
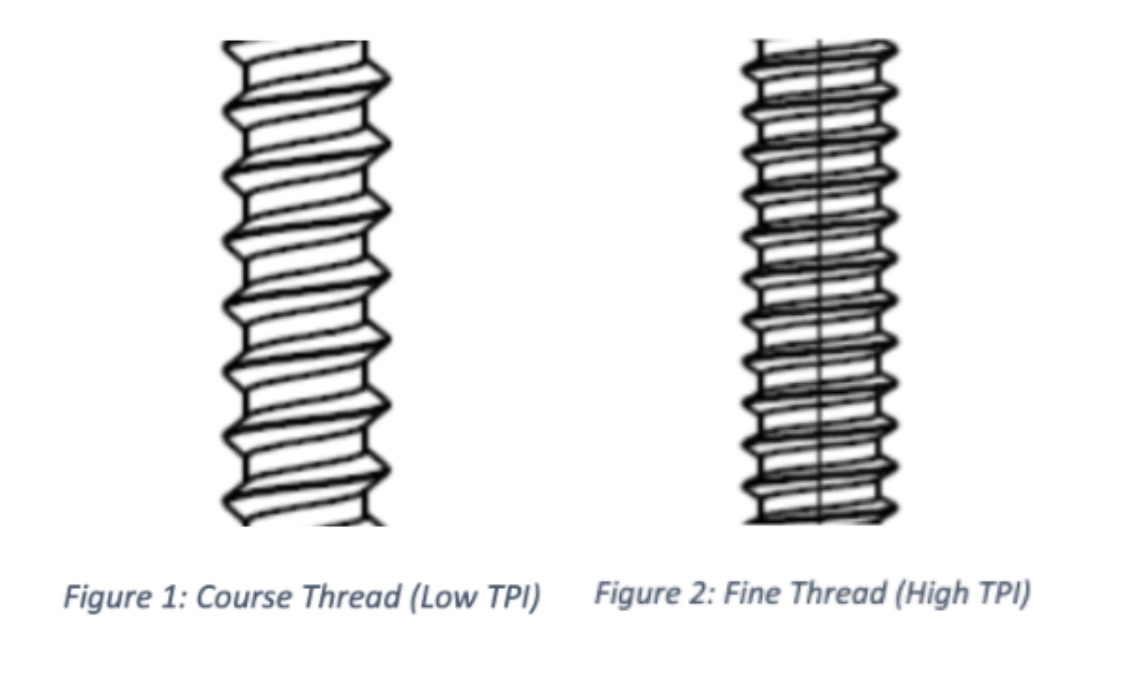
ピッチシリーズ
- 粗目:ピッチが大きく、TPIが小さい。組み立てが速く、耐剥離性に優れ、脆性材料やメッキ加工が容易。.
- ファイン/エクストラファイン:小ピッチ/高TPI。より高い引張強度、より良い耐振動性、より細かい調整、薄肉に強い。.
その他の基準
- 手の大きさ:RH (デフォルト) vs. LH (回転アセンブリの緩み止め)。.
- スタート:シングル(標準)対マルチスタート(より速いリニア前進、より低いセルフロック)。.
- テーパー対パラレル:シール用テーパー、一般用パラレル。.
- トレランス/フィット・クラス (統一):1A/1B(緩い)、2A/2B(汎用、~90% 使用)、3A/3B(精密/きつい)。メートル法は公差等級(例:6g/6H)を使用。.
3.ねじの適合性、強度、製造
- フィットのクラス:クリアランスとタイトネスをコントロール。2A/2Bは組立性と強度のバランス、3A/3Bは重要な用途向け。3A/3Bは重要な用途に使用される。.
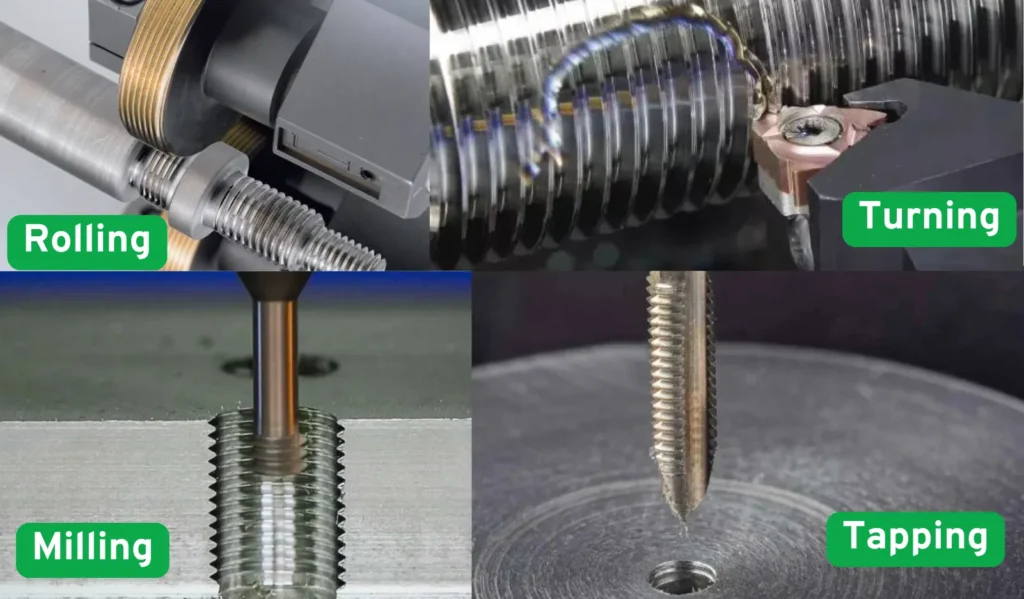
- 強さ:ボルトは、ねじ山が剥がれる前に張力で破損すること。かみ合わせの長さは直径の1倍程度(スチール)。切削よりも転造ねじ山(より強く、より滑らか)が望ましい。.
- 製造業:切削と圧延の比較:コストと疲労寿命に影響。.
4.セレクションガイド
これらの段階的な要素に基づいて選択する:
地域/互換性 - 全世界でメートル法(M)(US/UKレガシーを除く)。北米ではユニファイド(UNC/UNF)。英国/英連邦ではWhitworth/BSP。非互換性を避けるため、嵌合部品を合わせる。.
一次申請:
- 一般ファスニング:ISOメートル粗目またはUNC。振動、薄い材料、精密なものには細目(MF/UNF)を使用する。.
- パイプ/シーリング:NPT(米国、テーパー付き、NPTFではシーラントオプション)。BSPT(テーパー、ヨーロッパ/アジア)。BSPP(平行+Oリング/ワッシャ)。混合を避ける。.
- 動力伝達/モーション(クランプ、リードスクリュー、バイス):
| スレッドタイプ | 効率性 | 強度/せん断 | 製造可能性 | 最適 | 欠点 |
|---|---|---|---|---|---|
| スタンダード(UNC/UNF) | ミディアム | ハイ(シャフト) | 素晴らしい | 一般クランプ | より遅い作動 |
| アクメ/台形 | 高い | グッド | グッド | バイス、アクチュエータ | 中程度のコスト |
| 正方形 | 最高 | 下根 | 貧しい | 精密リードスクリュー | 機械加工が難しい |
| バットレス | 高い | 最高(片道) | グッド | 一方向プレス | 一方向のみ |
荷重、振動、環境:
- 振動が大きい:細かいネジ山やロック機能。.
- 重い/一方向荷重:バットレス.
- 高効率/低摩擦:正方形またはマルチスタート。.
- 厳しい/汚い:ナックル/ラウンド.
- セルフロックが必要:粗目または標準V(マルチスタートを避ける)。.
組み立てとパフォーマンス:
- スピード/容易さ:粗いスレッド(回転数が少ない)。.
- 強度/予圧:細目。.
- 薄い壁/脆い素材:粗い。.
- メッキ/コーティング:クリアランスを多めに取る(クラス2A)。.
その他の考慮事項:
- コスト:標準的なVスレッドが最も安い。.
- 手加減:LH:特定の緩み止め用(自転車のペダル、ガスシリンダーなど)。.
- マルチスタート:低フリクションで高速走行が可能。.
- セーフティ/クリティカル:3A/3Bフィット、UNJ/MJプロファイル、確認されたエンゲージメントを使用。.
- 識別のヒント:長径+ピッチ/TPI+フランク角(60° 対 55°)を測定する。ネジゲージまたはノギスを使用する。.
例:
- 一般ボルト(ヨーロッパ):M8×1.25(粗メトリック)。.
- USファスナー:3/8-16 UNC。.
- パイプ(米国):1/2 NPT.
- リードスクリュー:Tr20×4(台形)または1″-5アクメ。.
実践的なヒント:常に外ねじ/内ねじと規格を合わせる。新しい設計の場合は、世界的に入手可能なメートルISOを推奨します。正確な寸法/公差については、ASME B1.1 / ISO 261の表を参照。振動には、ネジロック剤またはワッシャを使用する。不明な場合は、Go/No-Goゲージではめ合いをテストしてください。.
この分類と手引きは、工業、自動車、配管、機械の用途の大部分をカバーしています。特殊な航空宇宙、木材、プラスチックのねじについては、追加の規格(UNJ、セルフタッピングなど)が適用されます。.