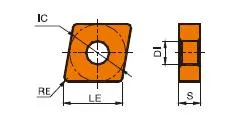
CNMAインサート CNMAインサート角度:0° ネガティブレーキインサート、チップブレーカーなし;80°ひし形ターニングインサート;主な被削材硬質材料;鋳鉄;鋼鉄一次加工材コード:P; H; Kインサート保持方法ピン; クランプブレーカーの用途荒削り、中仕上げ、仕上げ。マッチング CNMAインサート ツールホルダーPCBNR/L、PCLNR/L、MCLNR/L、MCBNR/Lグレード:PVDとCVDの両方材質:炭化タングステン 今すぐお見積もりを CNMAインサートツールホルダー MCLNR/L CNMAインサート紹介: CNMA超硬インサート:必需品形だ: 含まれる角度が80度の菱形(ダイヤモンド)。クリアランスアングル: 0度カッティングエッジ: 両面タイプで、1つのインサートに2つのカッティングエッジがあり、コストパフォーマンスに優れています。チップブレーカー・ジオメトリー さまざまなメーカーの多様なチップブレーカをご用意しています。これらは、特定の材料や加工作業(荒加工、仕上げ加工など)に合わせて調整されます。主な用途 主に一般的な旋削加工と、さまざまな素材に対するフェーシング加工に使用される。CNMAインサートが使用される一般的な材料鋳鉄: 多くの鋳鉄用途に適している。CNMAインサートの利点費用対効果が高い: 両面設計により、チップ1個当たりの工具寿命が長くなっている。万能だ: 幅広い材種とチップブレーカーにより、多くの加工用途に適しています。強い幾何学的形状: 80度のダイヤモンド形状は、サイズの割に強度と剛性を発揮する。重要な考慮事項グレードを素材に合わせる: 適切なチップコーティングと基材組成を選択することは、切削する特定の材料で最適な工具寿命と性能を発揮するために極めて重要です。適切なチップブレーカーを選択する: チップブレーカの形状は、切りくずの形成と分断に大きく影響します。材料と加工作業の種類に基づいて選択する必要があります。 CNMAインサート寸法(ISO) タイプCNMAインサート径(mm) LEICSDIRE CNMA12040412.912.74.765.160.4 CNMA12040812.912.74.765.160.8 CNMA12041212.912.74.765.161.2 CNMA12041612.912.74.765.161.6 CNMA16060816.115.8756.356.350.8 CNMA16061216.115.8756.356.351.2 CNMA16061616.115.8756.356.351.6 CNMA19061219.319.056.357.941.2 CNMA19061619.319.056.357.941.6 例CNMA 120408 12: 12.7mm(約0.5インチ)の内接円(IC)04: 厚さ4.76mm(約0.187インチ)08: コーナー半径0.8mm(約0.031インチ)主要寸法インスクライブド・サークル(IC): インサートに収まる最大の円の直径。一般的なICサイズは以下の通り:12.7mm (0.5″)16mm (0.63″)19.05mm (0.75″)厚さ: チップの強度と使用可能な切れ刃の数に影響する。一般的な厚さは以下の通り:3.18mm (0.125″)4.76mm (0.187″)6.35mm (0.25″)コーナー半径: 刃先の表面仕上げと強度に影響する。一般的なサイズは以下の通り:0.4mm (0.016″)0.8mm (0.031″)1.2mm (0.047″) 今すぐお見積もりを 超硬インサートの科学:その製造方法と強さの理由 超硬チップは、最も多用途で耐久性のある切削工具のひとつです。しかし、どのように作られるのでしょうか?また、なぜこれほど強いのでしょうか?このビデオでは、炭化タングステンの特性から製造工程まで、超硬チップの背後にある科学を探ります。 生産能力 お客様の用途に最適なCNMAインサートをお探しください! 今すぐお見積もりを