L'inserto è utilizzato principalmente per applicazioni di semifinitura o finitura.
La forma a diamante con un angolo superiore di 35 gradi ha l'accessibilità più ampia e fornisce la migliore finitura superficiale quando si lavora il fuori tondo.
Grazie al nostro rivestimento proprietario, l'inserto è adatto alla maggior parte dei materiali.
Caratteristiche principali
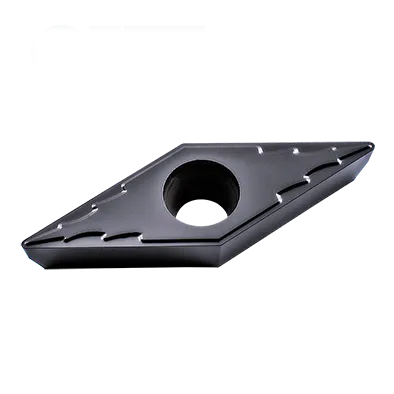
Forma: Gli inserti VCMT sono caratterizzati da una forma romboidale (diamante) a 35°, che conferisce loro quattro taglienti per una maggiore economicità. Questo angolo più stretto aumenta la resistenza della punta di taglio.
Angolo di inclinazione positivo: La superficie di taglio è leggermente inclinata in avanti rispetto al tagliente. In questo modo si ottiene spesso un taglio più dolce con forze di taglio inferiori, adatto a materiali più morbidi o a macchine di bassa potenza.
Angolo di passaggio: In genere 7° per evitare lo sfregamento contro il pezzo.
Chipbreakers: Gli inserti VCMT presentano diverse geometrie di rompitruciolo per controllare la formazione e il flusso del truciolo.
Rivestimenti: Spesso rivestiti con materiali come TiN, AlTiN, ecc. per migliorare la resistenza all'usura e la durata dell'utensile.
Specifiche dell'inserto VCMT
Comprendere il codice di inserimento
V: Forma. Rombo (diamante) con angolo incluso di 80 gradi. C: Angolo di sicurezza. 7 gradi (positivo). M: Tolleranza. In genere la tolleranza è media, ma possono essere disponibili altre opzioni. T: Stile del rompitruciolo e configurazione del foro. Questa lettera identifica la geometria specifica del rompitruciolo e la presenza/assenza di fori. Le varianti del rompitruciolo sono numerose e specifiche del produttore.
Cifre numeriche: Prime due cifre: Diametro del cerchio inscritto (IC) in millimetri. Per ottenere l'equivalente approssimativo in pollici, dividere questo numero per 25,4. Due cifre successive: Spessore in millimetri. Dividere per 25,4 per convertire in pollici. Ultime due cifre: Raggio del naso in millimetri. Per convertire in pollici, dividere per 25,4.
Porta inserti VCMT (barra di alesatura)
SVQBR/L
SVUBR/L
Dimensioni degli inserti in carburo VCMT (ISO)
Designazione
Cerchio iscritto (IC)
Spessore
Raggio d'angolo
CVMT 110302
11 mm (0,43")
3,18 mm (0,125")
0,2 mm (0,008")
CVMT 110304
11 mm (0,43")
3,18 mm (0,125")
0,4 mm (0,016")
CVMT 160404
16 mm (0,63")
4,76 mm (0,187")
0,4 mm (0,016")
CVMT 160408
16 mm (0,63")
4,76 mm (0,187")
0,8 mm (0,031")
Esempio: VCMT 160408 (ISO)
Forma rombica (diamante) con angolo di inclusione di 80 gradi
Angolo di sicurezza positivo di 7 gradi
Tolleranza media
Configurazione del rompitruciolo e del foro specifica del produttore
Diametro del cerchio inscritto di 16 mm (circa 0,63″ in pollici)
4 mm di spessore (circa 0,157″ in pollici)
Raggio del naso di 0,8 mm (circa 0,031″ in pollici)
La scienza degli inserti in metallo duro: Come sono fatti e perché sono così forti
Gli inserti in metallo duro sono tra gli utensili da taglio più versatili e durevoli che esistano. Ma come sono fatti? E cosa li rende così resistenti? In questo video esploreremo la scienza alla base degli inserti in metallo duro, dalle proprietà del carburo di tungsteno al processo di produzione.
La nostra capacità di produzione
Nella produzione moderna, gli inserti in metallo duro ad alte prestazioni sono strumenti indispensabili, che gettano le basi per una lavorazione efficiente e precisa dei metalli. Tuttavia, questi inserti eccezionali non nascono da soli, ma sono supportati dall'incessante sostegno di macchinari avanzati.
Trovate l'inserto VCMT perfetto per la vostra applicazione - Chiedete l'aiuto di un esperto!