Inserti in metallo duro CNMA: Gli elementi essenziali
Forma: Rombo (diamante) con angolo incluso di 80 gradi.
Angolo di passaggio: 0 gradi
Bordi di taglio: Doppio lato, offre due taglienti per ogni inserto per una maggiore economicità.
Geometrie rompitruciolo: È disponibile una vasta gamma di modelli di rompitruciolo di vari produttori. Sono adatti a materiali e lavorazioni specifiche (sgrossatura, finitura, ecc.).
Usi principali: Utilizzata principalmente per operazioni generali di tornitura e per alcune lavorazioni di sfacciatura su una vasta gamma di materiali.
Materiali comuni per cui sono utilizzati gli inserti CNMA
Ghisa: Adatto a molte applicazioni in ghisa.
Vantaggi degli inserti CNMA
Efficiente dal punto di vista dei costi: Grazie al loro design bilaterale, offrono una maggiore durata per inserto.
Versatile: La gamma di gradi e di rompitrucioli li rende adatti a molte applicazioni di lavorazione.
Forma geometrica forte: La forma a diamante a 80 gradi garantisce resistenza e rigidità per le loro dimensioni.
Considerazioni importanti
Adattare il grado al materiale: La scelta del giusto rivestimento dell'inserto e della composizione del substrato è fondamentale per ottimizzare la durata e le prestazioni dell'utensile nel materiale specifico che si sta tagliando.
Selezionare il rompitruciolo giusto: La geometria del rompitruciolo influenza in modo significativo la formazione e la rottura dei trucioli. Deve essere scelta in base al materiale e al tipo di lavorazione.
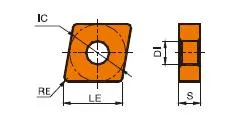
Dimensioni inserto CNMA (ISO)
TIPO
DIAMETRI DELL'INSERTO CNMA (mm)
LE
IC
S
DI
RE
CNMA120404
12.9
12.7
4.76
5.16
0.4
CNMA120408
12.9
12.7
4.76
5.16
0.8
CNMA120412
12.9
12.7
4.76
5.16
1.2
CNMA120416
12.9
12.7
4.76
5.16
1.6
CNMA160608
16.1
15.875
6.35
6.35
0.8
CNMA160612
16.1
15.875
6.35
6.35
1.2
CNMA160616
16.1
15.875
6.35
6.35
1.6
CNMA190612
19.3
19.05
6.35
7.94
1.2
CNMA190616
19.3
19.05
6.35
7.94
1.6
Esempio: CNMA 120408
12: Cerchio inscritto (IC) di 12,7 mm (circa 0,5 pollici)
04: Spessore di 4,76 mm (circa 0,187 pollici)
08: Raggio d'angolo di 0,8 mm (circa 0,031 pollici)
Dimensioni chiave
Cerchio iscritto (IC): Il diametro del cerchio più grande che si adatta all'inserto. Le dimensioni comuni dei circuiti integrati sono:
12,7 mm (0,5″)
16 mm (0,63″)
19,05 mm (0,75″)
Spessore: Influisce sulla resistenza dell'inserto e sul numero di taglienti utilizzabili. Gli spessori più comuni sono:
3,18 mm (0,125″)
4,76 mm (0,187″)
6,35 mm (0,25″)
Raggio d'angolo: Influisce sulla finitura superficiale e sulla resistenza del tagliente. Le dimensioni più comuni includono:
La scienza degli inserti in metallo duro: Come sono fatti e perché sono così forti
Gli inserti in metallo duro sono tra gli utensili da taglio più versatili e durevoli che esistano. Ma come sono fatti? E cosa li rende così resistenti? In questo video esploreremo la scienza alla base degli inserti in metallo duro, dalle proprietà del carburo di tungsteno al processo di produzione.
La nostra capacità di produzione
Trovate l'inserto CNMA perfetto per la vostra applicazione - Chiedete l'aiuto di un esperto!