La plaquette DCMT est une plaquette de coupe indexable en forme de diamant (55 degrés) avec un angle de dépouille de 7 degrés, des tolérances modérées et un brise-copeaux intégré.
Ces plaquettes sont couramment utilisées pour diverses opérations de tournage dans le travail des métaux.
Le rayon du nez a des effets cruciaux sur la finition de la surface, la rupture des copeaux et la résistance de la plaquette.
Nous proposons plusieurs choix de rayons de nez pour améliorer la qualité de travail. D'une manière générale, un petit rayon de nez entraînera une faible profondeur de coupe, réduira les vibrations et améliorera le brisement des copeaux.
D'autre part, le grand rayon du nez convient à une vitesse d'avance élevée, à de grandes profondeurs de coupe et à une grande stabilité des arêtes.
La relation entre le rayon du nez et la profondeur de coupe affecte les tendances aux vibrations.
Porte-outil à plaquettes DCMT
Insertion DCMT Signification
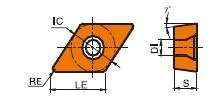
Comprendre le code d'insertion du DCMT
D : Forme : Rhombique (diamant) avec un angle inclus de 55 degrés.
C : Angle de dégagement : 7 degrés (positif)
M : Tolérance : La tolérance moyenne est standard, mais d'autres tolérances de précision peuvent être disponibles.
T : Style du brise-copeaux et configuration des trous. Cette lettre désigne la géométrie spécifique du brise-copeaux et indique si l'insert est percé ou non. Les variantes de brise-copeaux sont nombreuses et spécifiques à chaque fabricant.
Chiffres numériques :
Deux premiers chiffres : Diamètre du cercle inscrit (CI) en millimètres. Pour obtenir l'équivalent approximatif en pouces, divisez ce nombre par 25,4.
Prochain Deux Chiffres : Épaisseur en millimètres. Diviser par 25,4 pour convertir en pouces.
Deux derniers chiffres : Rayon du nez en millimètres. Pour le convertir en pouces, divisez-le par 25,4.
Dimensions des inserts DCMT (ISO et ANSI)
Dimensions de l'insert DCMT
Désignation du DCMT
Cercle inscrit (CI)
Épaisseur
Rayons d'angle communs
DCMT 21.51 (DCMT 0702)
0.25" (1/4")
0.094" (3/32")
0.0156" (1/64")
DCMT 070204
7,94 mm (0,313")
2,38 mm (0,094")
0,4 mm (0,016")
DCMT 32.51 (DCMT 11T3)
0.5" (1/2")
0.156" (5/32")
0.0312" (1/32"), 0.0469" (3/64"), 0.0625" (1/16")
DCMT 11T304
11mm (0.433")
3,18 mm (0,125")
0,4 mm (0,016")
DCMT 11T308
11mm (0.433")
3,18 mm (0,125")
0,8 mm (0,031")
Exemple : DCMT 11T308
Forme rhombique (diamant) avec un angle inclus de 55 degrés
Angle de dégagement positif de 7 degrés
Tolérance moyenne
Brise-copeaux et configuration des trous spécifiques au fabricant
Diamètre du cercle inscrit 11 mm (environ 0.43″ en pouces)
La science derrière les plaquettes en carbure : Comment elles sont fabriquées et pourquoi elles sont si résistantes
Les plaquettes en carbure comptent parmi les outils de coupe les plus polyvalents et les plus durables qui soient. Mais comment sont-elles fabriquées ? Et qu'est-ce qui les rend si résistantes ? Dans cette vidéo, nous allons explorer la science des plaquettes en carbure, des propriétés du carbure de tungstène au processus de fabrication.
Notre capacité de production
Trouvez l'insert CNMG parfait pour votre application - Obtenez l'aide d'un expert !
Ce dont vous avez besoin, c'est d'un véritable vétéran de l'industrie des outils CNC. Laissez ONMY toolings vous aider à devenir le numéro 1 dans ce domaine.