
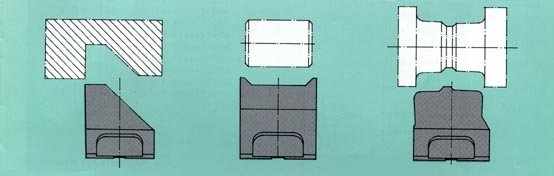
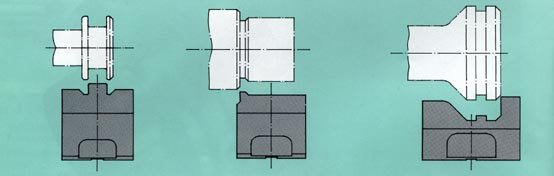
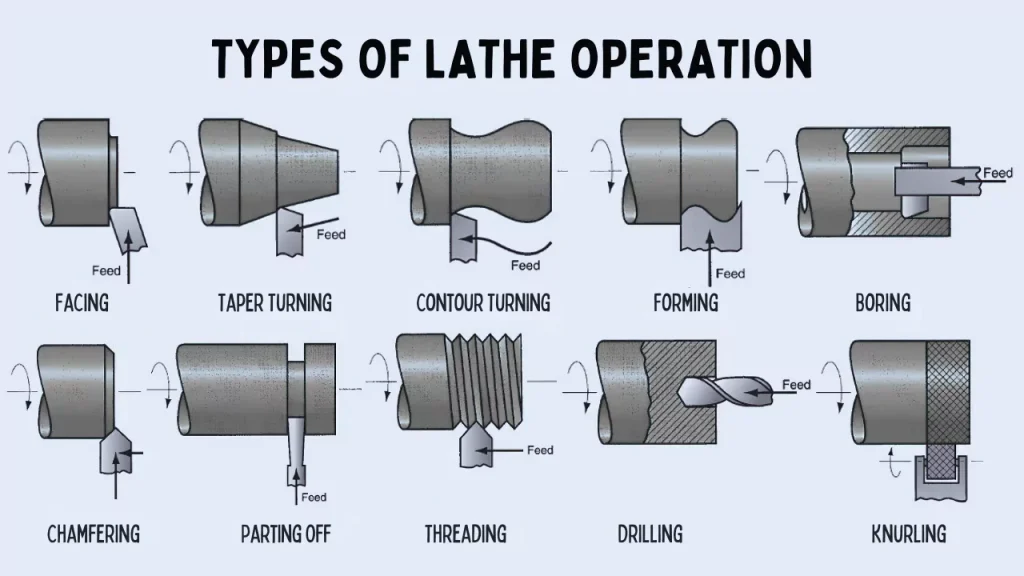
Ein Drehformwerkzeug verfügt über eine Schneide, die so geschliffen ist, dass sie das gewünschte Werkstückprofil widerspiegelt. Es verwendet radiales Eintauchschneiden, um komplexe Konturen (z. B. Nuten, Radien oder mehrstufige Formen) in einem einzigen Durchgang zu formen. Dadurch eignet es sich ideal für die Massenproduktion identischer Teile.
- VorteileSchneller bei komplexen Profilen (ein Durchgang statt mehrere), bessere Konsistenz, überlegene Oberflächenbeschaffenheit (keine Gratspuren) und längere Standzeit (Verschleiß verteilt sich über die gesamte Kante). BenachteiligungenHohe Schnittkräfte erfordern eine starre Maschine; Sonderwerkzeuge sind teuer; nicht flexibel für unterschiedliche Arbeiten; neigt bei leichteren Drehmaschinen zu Rattern.

Im Allgemeinen nein – kleine Drehmaschinen verfügen oft nicht über die erforderliche Steifigkeit, was zu starken Rattern, Vibrationen oder schlechten Ergebnissen führt. Sie eignen sich am besten für schwere Industriemaschinen oder für Serienfertigungen mit hohen Stückzahlen.
- Bei flachen Werkzeugen schleifen Sie nur die Oberseite (Spanfläche), um das Profil beizubehalten. Rundwerkzeuge sind einfacher, da das Nachschleifen der Fläche den Radius nicht verändert. Verwenden Sie Diamantscheiben für Hartmetall; vermeiden Sie es, die Seitenabstände zu verändern.
Häufige Ursachen: Unzureichende Maschinensteifigkeit, Werkzeugüberhang, hohe Kräfte durch breite Schnitte, falsche Höhe (Werkzeug nicht mittig) oder fehlendes Kühlmittel. Lösungen: Tiefe/Vorschub reduzieren, Steifigkeit erhöhen, Spindeldrehzahl variieren oder zunächst mit einem anderen Werkzeug vorbearbeiten.
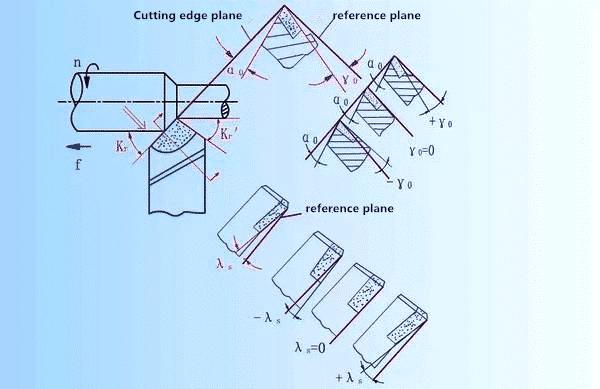
Spiegeln Sie das Werkstückprofil exakt. Sorgen Sie für einen Freiwinkel von 7–15°, um Reibung zu vermeiden; verwenden Sie einen minimalen Spanwinkel (0–10°); fügen Sie einen kleinen Schleifradius für mehr Festigkeit hinzu. Für Radien sind kreisförmige Werkzeuge vorzuziehen.

Ja, sie eignen sich hervorragend zur Verkürzung der Zykluszeit bei sich wiederholenden Profilen. Programmieren Sie gerade radiale Eintauchbewegungen; bei tiefen/breiten Formen können Schruppdurchgänge erforderlich sein, um eine Überlastung zu vermeiden.
