
正向與負向刀片:在車間裡,哪一種才是您的後盾?
有沒有站在車床前,為了使用哪一種刀片而搔頭搔腦?您並不孤單。讓我們撥開混亂的思緒,直指正前角刀片與負前角刀片的核心。當我們完成後,您將可以像熱刀切黃油一樣切金屬。
耙角有什麼大不了?
首先,讓我們來分析一下我們要處理的問題:
- 耙角:關鍵在於切削工具如何撞擊工件。想像您正在切蔬菜。您的刀具碰到砧板時的角度?這就是您的前角。
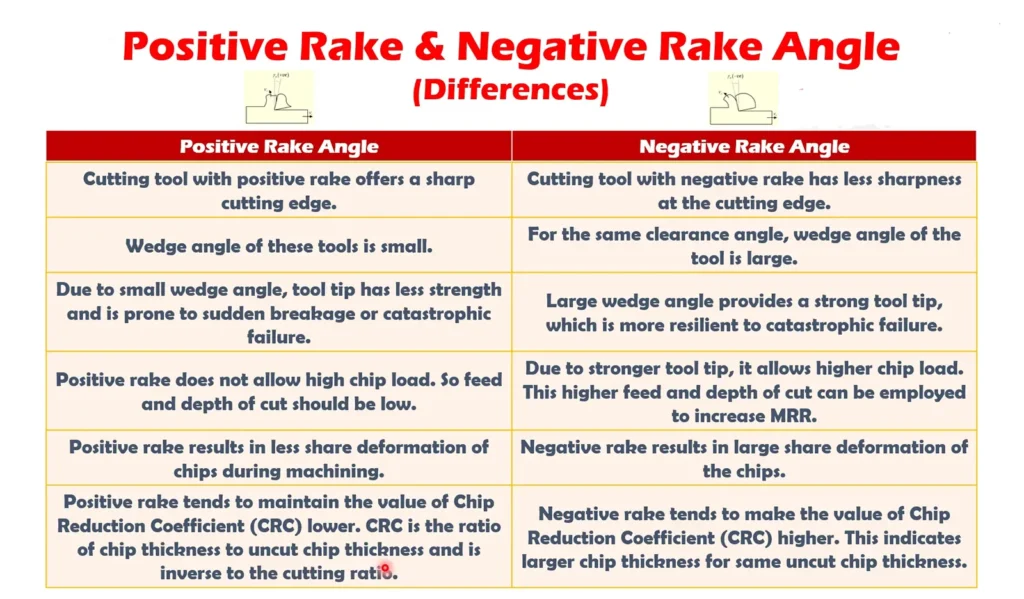
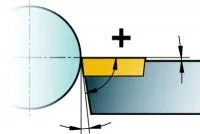
- 正前傾:把它想像成一把鋒利的刀子切黃油。切削刃的角度偏離切割方向,使其更容易切開材料。
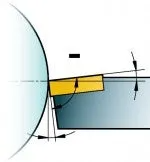
- 負耙子:更像是推土機在推土。切削刃朝向切削方向傾斜,賦予它更大的強度,但需要更大的力量。
現在,您為什麼要關心呢?因為正確的刀耙可以決定您的專案成敗。從工件的光潔度到工具的壽命,都會受到影響。用對了,你就是車間的魔法師。如果弄錯了,您可能會在鋼樑上使用黃油刀。
熱門機型:具體說明
讓我們一起來看看一些實際的例子。以下是您在車間探險時可能會遇到的一些常用的正反車削刀片型號:
負面車削刀片

- 雙面和/或單面
- 高邊緣強度
- 零間隙
- 外車削的首選
- 重切削條件
- 山特维克可乐满 CNMG 120408-PM 4325
- 適用於一般車削用途的多功能負面刀片
- 適用於鋼和不銹鋼
- PM 斷屑槽有助於中粗車削時的切屑控制
- 肯納合金 DNMG 150608 KC5010
- 以其在重型粗加工中的韌性而聞名
- 處理難加工材料的理想選擇
- KC5010 等級具有良好的耐磨性
- Iscar WNMG 080408-TF IC8150
- 兩者皆受歡迎的選擇 粗加工與精加工 在鋼鐵中
- TF 型斷屑槽可在各種進給速率下提供良好的切屑控制
- IC8150 等級平衡了耐磨性與韌性
- 三菱 TNMG 160408-MA VP15TF
- 多用途刀片,在各種材料上都有良好的表現
- MA 型斷屑槽設計用於鋼材的中度切割
- VP15TF 塗層提供良好的耐磨性與韌性平衡
正向車削刀片
負型刀片的角度為90°(0°間隙角),而正型刀片的角度小於90°(例如7°間隙角)。負型刀片的插圖顯示了刀片在刀座中的組裝及傾斜方式。以下列出兩種刀片類型的一些特性:

- 單面
- 低切削力
- 側邊間隙
- 細長零件內側車削和外側車削的首選
- 山特维克可乐满 VBMT 160404-MM 2025
- 正插芯是精加工操作的理想選擇
- 與不鏽鋼和耐熱合金配合良好
- MM 型斷屑槽的設計可達到順暢的切削動作
- 肯納合金 CCMT 09T308LF KC5410
- 適用於鋼和不銹鋼的精加工和輕到中度切割
- LF 型斷屑槽提供良好的表面光潔度
- KC5410 等級在高速應用中提供耐磨性
- Iscar DCMT 11T304-SM IC907
- 正幾何刀片適合各種材料的精加工
- SM 型斷屑槽專為平滑切削和良好的表面光潔度而設計
- IC907 等級適合加工不銹鋼和耐熱合金
- 三菱 VCMT 160404-FV VP15TF
- 適用於精加工作業的多用途正面刀片
- FV 型斷屑槽專為輕切削和良好的表面光潔度而設計
- VP15TF 塗層兼具耐磨性與韌性
請記住,這些只是車削刀片龐大世界中的幾個範例。每個製造商通常會提供各種幾何形狀、鍍層及等級的選擇,以符合不同的應用。
選擇插件時,請考慮
- 您使用的材料
- 操作類型(粗加工、精加工等)
- 您要使用的切割參數
- 表面光潔度或切屑控制的任何特定要求
諮詢製造商的建議,甚至與他們的技術支援人員交談,永遠是個好主意。他們通常會針對您的應用提供專業意見,幫助您選擇最適合的刀片。
別忘了,要找到完美的插片,有時最好的方法就是老式的嘗試與錯誤。所以不要害怕在您的工作室裡做一些實驗。誰知道呢?您也許會發現比您預期更好的組合!
Positive Rake 刀片:平滑的操作者
想像你身處派對,有個人在人群中輕盈穿梭,讓每個人都感到自在。那個人就是你。 正前角刀片. 他們是插入世界裡迷人又高效的勞動者。.
好東西:
- 在較軟的材料上切割如夢似幻:正耙刀片就像廚房裡那把鋒利的廚師刀。它們能輕鬆地切開較軟的金屬,留下乾淨、平滑的切口。
- 所需的切削力較小您的機器將 謝謝 這是因為刀刃呈傾斜角度設計,能「切入」材料,因此所需施加的切割力道較小。這意味著機械負荷減輕,工具壽命也可能延長。.
- 工件表面更平滑:如果您追求鏡面般的加工效果,正前角刀片是您最好的選擇。它們會產生更平滑的表面,特別是在較軟的材料上。
- 非常適合精密加工:當您需要達到較小的公差時,正前角刀片可以幫助您。它們能提供更好的控制與精確度,尤其是在較輕的切削上。
- 節能:因為切削力較小,正前角刀片可以更節能。在每度電都很重要的今天,長期使用可節省大量能源。
The Not-So-Good Stuff:
- 可能有點脆弱:就像那個在派對上表現很好的朋友,卻無法應付粗暴的橄欖球比賽一樣,正耙刀片可能有點脆弱。它們較容易崩裂或折斷,尤其是在重負荷的情況下。
- 不適用於堅硬的材料:試試在淬硬的鋼材上使用正前角刀片,你還不如使用黃油刀。它們不是為真正堅硬的材料而設計的。
- 在某些設定中可能會造成震動:在某些加工設定中,尤其是較長的懸伸,正前角刀片有時可能會導致較大的震動。這會影響表面光潔度,甚至可能影響精度。
- 可能不適合中斷切割:如果您要加工的工件有間隙或孔洞(中斷切削),正前角刀片可能不是您的最佳選擇。當刀片碰到這些間斷點時,可能會崩裂或折斷。
Negative Rake Inserts:強悍的傢伙
現在想像一下,有哪個朋友的身材像坦克一樣強壯。他們可能沒有那麼平順,但他們可以處理任何您扔給他們的東西。向負前角刀片問好。這些刀片是加工界的工作母艦。
好東西:
- 堅硬如釘、經得起打擊:負耙子插片就像是吵鬧酒吧的保鏢。他們可以處理棘手的問題而不費吹灰之力。有硬鋼或重型粗加工作業嗎?這些都是您的好幫手。
- 適用於硬質材料,可讓正面的耙子哭泣:正前角刀片可能會崩裂或折斷,而負前角刀片則可以繼續加工。適用於不鏽鋼、鈦或硬化鋼等材質。
- 適用於重型粗加工:當您需要快速切出大量材料時,負前角刀片可以應付挑戰。它們可以處理較高的進給率及切削深度,而不會有任何抱怨。
- 更穩定、抖動更少:負前角刀片的幾何形狀使其在切削時更穩定。這表示震動與振動較少,當您使用剛性較低的裝置或較長的懸伸加工時,這將會改變您的加工方式。
- 在惡劣環境下,刀具壽命更長:當工作環境變得困難時,負前角刀片仍可繼續工作。其堅固的特性意味著,在加工硬質材料或惡劣環境時,它們的使用壽命通常比正前角的同類產品更長。
The Not-So-Good Stuff:
- 需要更大的切削力:您的機器在使用這些材料時可能會有一點抱怨。因為切削刃是傾斜切入的,它需要更大的力量來移除材料。這意味著更多的耗電量,也可能對您的機器造成更多的磨損。
- 表面處理並不總是那麼光滑:如果您追求鏡面效果,負前角刀片可能會讓您失望。它們往往會留下較粗糙的表面,尤其是在較軟的材料上。
- 可產生更多熱量:所有額外的切削力都不是免費的。負前角刀片在切削時通常會產生更多熱量,如果管理不當,可能會影響工件及刀具壽命。
- 不適合薄壁或精密零件:較高的切削力有時會使薄壁或精密零件變形。如果您要加工容易彎曲或扭曲的工件,負前角刀片可能不是您的最佳選擇。
大辯論:正面與負面的利潤角
那麼,哪個更好呢?沒那麼簡單。就像問榔頭好還是螺絲起子好一樣 - 這取決於您要做什麼。讓我們來分析一下:
何時採取積極的態度:
- 較軟的材料:當您加工鋁、黃銅或低碳钢等材料時,正前角刀片通常是最佳選擇。它們會讓您的加工更平滑,所需的切削力也更小。
- 當您需要超順滑的表面處理時:如果表面光潔度是您的首要考量,正前角刀片是您最好的選擇。正前角刀片的表面光滑度較高,尤其是較軟的材料。
- 適用於每微米都很重要的精密工作:正前角刀片具有較低的切削力及較佳的控制性,是精密加工的理想選擇。當您需要達到較小的公差時,這些刀片是您的最佳選擇。
- 當您使用功能較弱的機器時:由於切削力需求較低,如果您的機器馬力不夠大,正前角刀片是很好的選擇。
- 用於完成傳球:即使您一直使用負前角進行粗加工,改用正前角進行精加工也能獲得更好的表面光潔度。
何時要負面:
- 較硬的材料:當您要加工不銹鋼、硬化鋼或其他堅硬的材質時,負前角刀片通常是較好的選擇。負前角刀片可以承受這些材料所帶來的衝擊。
- 粗切割作業:需要快速移除大量材料?負前角刀片可以滿足您的需求。它們可以處理較高的進給率及切削深度,而不費吹灰之力。
- 當穩定性是關鍵時:如果您使用的是剛性較低的設定,或是需要處理大量的震動,負前角刀片的穩定性將是您的救星。
- 用於中斷切割:當您加工有縫隙或孔洞的工件時,負前角刀片的韌性使其不易碎裂或折斷。
- 當您在惡劣環境下需要更長的刀具壽命時:如果您是在刀具磨損是主要問題的嚴苛條件下工作,負前角刀片的堅固性可延長刀具壽命。
真實的談話:選擇正確的插件
事情是這樣的:沒有一個放之四海皆準的答案。但這裡有一些提示可以幫助您做出正確的決定:
- 瞭解您的材料:是柔軟寬容還是堅硬頑固?較軟的材質通常較適合使用正捲緣,而較硬的材質則通常需要使用負捲緣。
- 考慮您的機器:它是一台強力機器,還是比較精巧的機器?如果您使用的是功率較低的機器,您可能需要傾向使用正前耙來降低切削力。
- 思考您的最終目標:您是要粗加工還是要鏡面加工?您所需的表面光潔度可能是選擇正前軋或反前軋的重要因素。
- 別忘了晶片控制:不同的耙子處理切屑的方式不同。正耙傾向於產生較長的切屑,而負耙通常會產生較短、較容易處理的切屑。
- 評估您的設定剛性:如果您要處理的是剛性較低的設定或較長的懸垂物,負耙的穩定性可能會對您有益。
- 考慮切削參數:較高的速度和較輕的切削通常使用正前驅,而較低的速度和較重的切削則受益於負前驅。
- 考慮工具壽命:如果您的生產環境需要更換刀具,負耙的耐用性可能是一大優勢。
請記住,這不僅僅是正面或負面的問題。球場上有各式各樣的球耙角度。有時候,中性的球耙可能正是您所需要的。不要害怕嘗試,找到最適合您特定情況的方式。
超越基礎:進階考量
一旦您掌握了正反耙的訣竅,就可以探索整個世界的細微差異:
- 晶片斷路器:許多刀片內建斷屑槽。無論刀片的前角如何,這些都會影響刀片的性能。
- 塗層:各種塗層可增強刀片的性能。例如,TiAlN鍍層可以提高耐熱性,而鑽石鍍層對於非鐵金屬材料也有很好的效果。
- 插入幾何圖形:除了前角之外,刀片的整體幾何形狀也有很大的影響。例如 機頭半徑, 、浮雕角度和邊緣準備都會有影響。.
- 切割速度:您的最佳前角可能會因您的切割速度而改變。較高的速度通常會受益於較正的前角。
- 工件幾何形狀:工件的形狀會影響您的選擇。例如,薄壁工件可能需要較正的前角,以減少切削力並避免變形。
常見問題:您真正想知道的東西
負耙和正耙有什麼區別?
Positive rake 的切割方式就像一把鋒利的刀,所需的力道較小,但可能會很脆弱。切削刃的角度遠離切口,更容易切斷材料。負鋸片較為堅硬,需要較大力量,但可以處理較硬的材料。切削刃朝向切口的角度,使其具有更大的強度。
如何選擇正確的車削刀片?
考慮您的材料、機器能力、所需的光潔度,以及操作類型 (粗加工 vs 精加工)。有疑問時,請先從中性斜度開始,然後再做調整。不要害怕嘗試 - 有時找到正確刀片的最佳方法就是透過不斷的嘗試與錯誤。
什麼是負前角刀片?
它們是刀片世界中的硬漢。適用於硬質材料和粗加工,但需要更強的動力,而且可能無法提供最平滑的加工效果。刀片的切削刃向切削方向傾斜,使其具有更高的強度和穩定性。
我需要哪種硬質合金刀片?
這取決於您的特定工作。考慮材料、切削條件和所需的光潔度。不要害怕嘗試不同的等級和幾何形狀。一些一般指引:
- 適用於軟性材料及精細加工:考慮使用正前角刀片
- 適用於硬質材料及粗切削:查看負前角刀片
- 適用於一般用途的工作:中性耙刀片可以是一個很好的起點
什麼是最適合粗加工的硬質合金刀片?
粗加工時,通常需要負前角刀片。它們比較堅硬,可以承受重切削的熱度與壓力。尋找帶斷屑槽的刀片,以獲得更好的切屑控制。可考慮刀尖半徑較大的刀片,以提高重切削時的刃口強度。
底線
在正前角刀片和負前角刀片之間做出選擇,不僅僅是選擇一個贏家。而是要了解您的需求,並針對工作挑選合適的工具。這就像是在跑車和 4×4 之間做選擇 - 兩者都很棒,但用途卻截然不同。
請記住
- 正前傾:適用於較軟的材料和精細加工的平滑操作者。當您需要精確度和鏡面效果時,它是您的最佳選擇。
- 負耙子:你的硬傢伙,用於硬質材料和粗糙切割。當您需要切割材料或處理具有挑戰性的材料時,它是您的最佳選擇。
說到底,能正確完成工作的插片才是最好的插片。不要害怕混合和嘗試不同的選項。您的完美插頁可能就在附近等著您。
因此,下次當您站在車床前時,您將清楚知道哪一種刀片是您的後盾。現在就出去切削吧!請記住,在加工的世界裡,沒有什麼是萬能的。不斷嘗試、不斷學習,最重要的是,繼續製造很棒的東西。




Buonasera、,
我叫 Federico Boffi、,
我正在準備一個金屬機械的課程,我發現了一個問題,我沒有辦法回答,這就是我寫這封信的原因。.
”具有負面噴霧的器皿對於壓縮、擠壓或壓縮與擠壓都有較大的抵抗力?”
Spero questa email non sia un'invadenza, ma se è cosi Le chiedo sincere scuse.
感謝您的時間和關注。.
Federico
1.在機械加工中,夾角是指用具的標籤面相對於加工中的夾子的角度。負面夾角表示貼有標籤的用具表面向標籤的相反方向傾斜。這可創造出更大更堅固的器具夾角,並具有更大的傾斜角度。.
2.直接貼在標籤上的大量材料可提供超強的支撐力,使用具在工作過程中能夠抵受壓縮。這一點在標籤耐用和易碎材料時尤其重要,因為這些材料會產生較高的標籤壓縮力。壓縮力可分佈在較大的區域,減輕標籤上的壓力,防止斷裂或折斷。.
3.儘管有負面噴霧的用具的橫向間隔較小,但仍有助於提高用具的耐磨性。在進行夾持操作時,器皿會受到可能導致夾持或夾緊的衝擊。夾具的幾何形狀較為強壯,具有較高的剛性,可盡量減少鬆脫現象,確保較高的精確度和穩定性,尤其是在夾住較大的夾具或夾持夾具時。.
4.必須注意的是,帶有陰性噴氣孔的用具具有較大的耐磨性,因此需要更多的標籤。用具可長期 「溶解 」材料,而不會像帶有陽性噴氣孔的用具一樣被貼上標籤。這樣可增加機器的效能,並產生更多熱量。此外,陽性噴氣孔用具和陰性噴氣孔用具的選擇取決於特定的應用、加工材料和用具的機器能力。.