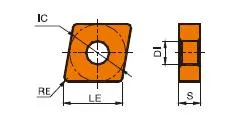
CNMA車削刀具 CNMA 刀片角度:0° 負前角刀片,無斷屑槽;80° 菱形車削刀片;主要工件材料:硬質材料、鑄鐵、鋼;主要工件材料代號:P; H; K插件固定方式:銷;夾具;斷路器應用:粗加工、半精加工、精加工;斷路器應用配對 cnma 插入 工具座:PCBNR/L、PCLNR/L、MCLNR/L、MCBNR/L;等級:PVD 和 CVD;材質 : 碳化鎢 立即取得報價 CNMA 刀片刀座 MCLNR/L CNMA 插入簡介: CNMA 鎢鋼刀片:基本要素形狀: 內含 80 度角的菱形 (鑽石)。淨空角度: 0 度切割邊緣: 雙面設計,每個刀片提供兩個切削刃,符合成本效益。Chipbreaker Geometries: 不同製造商提供多樣化的斷屑槽。這些都是針對特定材料和加工作業(粗加工、精加工等)量身打造的。主要用途: 主要用於一般車削加工及各種材料的一些端面加工。CNMA 刀片用於的常見材料鑄鐵: 適用於許多鑄鐵應用。CNMA 刀片的優勢符合成本效益: 由於採用雙面設計,每片刀片的刀具壽命更長。多用途: 各種等級和斷屑槽使其適用於許多加工應用。強烈的幾何形狀: 80 度的鑽石形狀提供了與其尺寸相稱的強度和剛性。重要注意事項將等級與您的材料相匹配: 選擇正確的刀片塗層和基材成分,對於您所切削的特定材料的最佳刀具壽命和性能至關重要。選擇正確的 Chipbreaker: 斷屑槽的幾何形狀對切屑的形成和斷裂有重大影響。應根據材料和加工作業類型來選擇。 CNMA 刀片尺寸 (ISO) 類型CNMA 螺絲孔徑(mm) LEICSDIRE CNMA12040412.912.74.765.160.4 CNMA12040812.912.74.765.160.8 CNMA12041212.912.74.765.161.2 CNMA12041612.912.74.765.161.6 CNMA16060816.115.8756.356.350.8 CNMA16061216.115.8756.356.351.2 CNMA16061616.115.8756.356.351.6 CNMA19061219.319.056.357.941.2 CNMA19061619.319.056.357.941.6 範例:CNMA 120408 12: 12.7 公釐(約 0.5 英吋)的刻字圓 (IC)04: 厚度為 4.76 公釐(約 0.187 英吋)08: 轉角半徑 0.8 公釐(約 0.031 英吋)主要尺寸刻字圓圈 (IC): 適合插入的最大圓的直徑。常見的 IC 尺寸包括12.7 公釐(0.5 吋)16 公釐(0.63 吋)19.05 公釐(0.75 吋)厚度: 影響刀片強度及可用切削刃的數量。常見的厚度包括3.18mm (0.125″)4.76 公釐(0.187 吋)6.35 公釐(0.25 吋)轉角半徑: 影響切削刃的表面光潔度和強度。常見尺寸包括0.4mm (0.016″)0.8mm (0.031″)1.2 公釐(0.047 吋) 立即取得報價 硬質合金刀片背後的科學:鎢鋼刀片的製造過程及強度原因 硬質合金刀片是目前用途最廣且最耐用的切削工具。但它們是如何製成的呢?是什麼讓它們如此堅固?在本影片中,我們將探討硬質合金刀片背後的科學,從碳化鎢的特性到製造過程。 我們的生產能力 尋找最適合您應用的 CNMA 插入件 - 獲得專家協助! 立即取得報價