Вставка CNMA
CNMA insert angle:0° Negative rake insert and no chipbreaker;
Ромбическая поворотная вставка 80°;
Primary workpiece material: Hard material; cast Iron; steel;
Primary workpiece material code: P; H; K
Insert holding method: Pin; Clamp;
Breaker application: Roughing, semi-finishing, finishing;
Matching cnma insert tool holder: PCBNR/L, PCLNR/L, MCLNR/L,MCBNR/L;
Grade: Both PVD and CVD;
Материал: карбид вольфрама;
CNMA insert tool holder



MCLNR/L

CNMA insert Introduction:
CNMA Carbide Inserts: The Essentials
- Форма: Ромбический (алмаз) с углом включения 80 градусов.
- Угол зазора: 0 degrees
- Режущие кромки: Двухсторонний, с двумя режущими кромками на пластину, что обеспечивает экономическую эффективность.
- Геометрии чипбрейков: Diverse range of chipbreaker styles from various manufacturers are available. These are tailored to specific materials and machining operations (roughing, finishing, etc.).
- Основные области применения: Primarily used for general turning operations and some facing work on a range of materials.
Common Materials CNMA Inserts are Used For
- Чугун: Подходит для многих видов чугуна.
Advantages of CNMA Inserts
- Экономичность: Due to their double-sided design, offering longer tool life per insert.
- Универсальный: The range of grades and chipbreakers make them suitable for many machining applications.
- Сильная геометрическая форма: The 80-degree diamond shape provides strength and rigidity for their size.
Важные соображения
- Подберите оценку к вашему материалу: Выбор правильного покрытия пластины и состава подложки имеет решающее значение для оптимального срока службы инструмента и производительности при работе с конкретным материалом, который вы режете.
- Выберите правильный чипбрейкер: Геометрия стружколома существенно влияет на процесс образования и разрушения стружки. Ее следует выбирать в зависимости от материала и типа операции обработки.
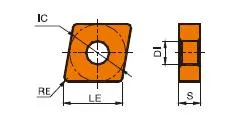
CNMA Insert Dimensions (ISO)
| TYPE | CNMA INSERT DIAMENTIONS(mm) | ||||
|---|---|---|---|---|---|
| LE | IC | S | DI | RE | |
| CNMA120404 | 12.9 | 12.7 | 4.76 | 5.16 | 0.4 |
| CNMA120408 | 12.9 | 12.7 | 4.76 | 5.16 | 0.8 |
| CNMA120412 | 12.9 | 12.7 | 4.76 | 5.16 | 1.2 |
| CNMA120416 | 12.9 | 12.7 | 4.76 | 5.16 | 1.6 |
| CNMA160608 | 16.1 | 15.875 | 6.35 | 6.35 | 0.8 |
| CNMA160612 | 16.1 | 15.875 | 6.35 | 6.35 | 1.2 |
| CNMA160616 | 16.1 | 15.875 | 6.35 | 6.35 | 1.6 |
| CNMA190612 | 19.3 | 19.05 | 6.35 | 7.94 | 1.2 |
| CNMA190616 | 19.3 | 19.05 | 6.35 | 7.94 | 1.6 |
Example: CNMA 120408
- 12: Круг с надписью (IC) размером 12,7 мм (около 0,5 дюйма)
- 04: Толщина 4,76 мм (около 0,187 дюйма)
- 08: Радиус угла 0,8 мм (около 0,031 дюйма)
Основные размеры
Круг с надписью (IC): Диаметр самого большого круга, который помещается во вставку. Распространенные размеры ИС включают:
- 12,7 мм (0,5″)
- 16 мм (0,63″)
- 19,05 мм (0,75″)
Толщина: Влияет на прочность пластины и количество используемых режущих кромок. Распространенные толщины включают:
- 3,18 мм (0,125″)
- 4,76 мм (0,187″)
- 6,35 мм (0,25″)
Радиус угла: Влияет на качество обработки поверхности и прочность режущей кромки. Распространенные размеры включают:
- 0,4 мм (0,016″)
- 0,8 мм (0,031″)
- 1,2 мм (0,047″)
Наука, лежащая в основе твердосплавных вставок: Как их делают и почему они такие прочные
Твердосплавные пластины - одни из самых универсальных и долговечных режущих инструментов. Но как они изготавливаются? И что делает их такими прочными? В этом видео мы рассмотрим научную основу твердосплавных пластин, начиная со свойств карбида вольфрама и заканчивая процессом производства.
Наши производственные возможности










