バックスポットフェイスツール
しばしばBFカッターと呼ばれるバックスポットフェイスツールは、精密機械加工用に設計された特殊な切削工具です。 主に、掘削またはタップされた穴の背面に平らで垂直な表面を作成するために使用されます。このプロセスは、バックスポット面として知られています。
- 従来のハンドツールと比較して、チップ切断時間を少なくとも80%削減します
- 費用のかかる二次操作を排除し、巧妙なプロセスの改善を通じて時間を節約します
- 標準の炭化物インデックス可能なインサートは、幅広い材料に対応し、材料コストを削減します
- ツールは、過度のおしゃべりなしで重い中断されたカットを可能にします
- 最小パイロットホールの直径Ø10.4mm
- サポートガイドを備えた無限の深さと直径の比率
- 簡単で迅速なツールの変更
- 退屈な直径の1.6倍までの最大バックボア直径
- カンファリング付きのBackspot Countersinksが利用可能です。
- SKD61材料、より衝撃強の、より耐摩耗性があり、より安定しています。
- また、簡単に確認してください 自動背面座ぐり工具
アプリケーション
- ボルトヘッドシートフェイス
- 差分ケース – 球形でフラット
- バルブシートポケット
- ゲートバルブ
- 惑星ギアキャリア
- ギアボックスケーシング
- 着陸装置
- リクエストに応じて、面取りおよびその他のフォームを備えた特別な挿入

- Ø10.4mm最小パイロットホール
- 堅牢で汎用性があります
- バックスポットフェイス、カウンターボア面取り
- VMCのバック面取りツール
- 中断された表面で動作します
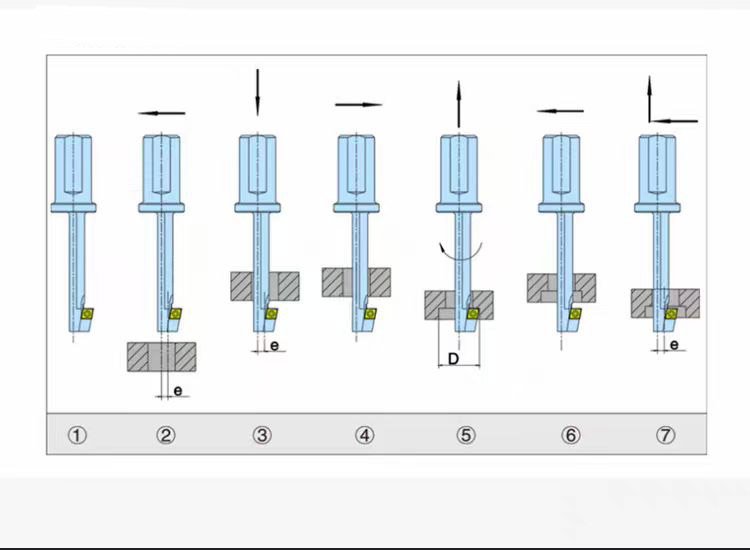
簡単なNCプログラミング
マシンスピンドルとホールの間の中心を単純に相殺することで簡単なプログラミング。
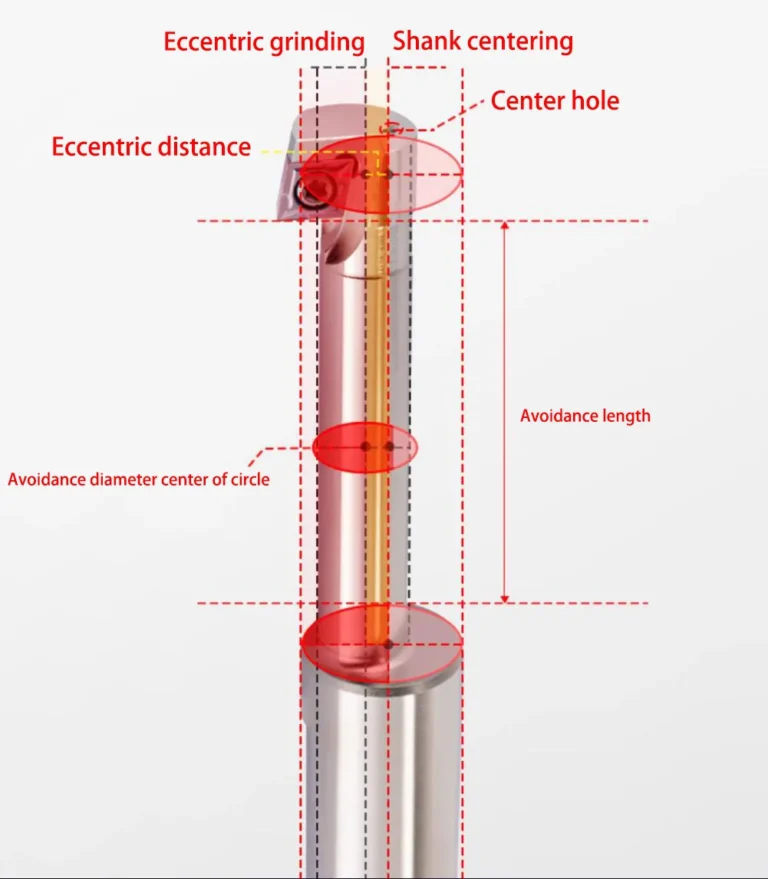
偏心粉砕プロセス
剛性を確保するという前提の下で、偏心粉砕プロセスの使用は空のものを効果的に回避することができます。

よく設計されています
精密細工されたネジオフセットデザイン、ブレードは、剛性を高めるためのギャップなしで取り付けられています。振動によって引き起こされる刃の損失を避け、より良い加工効果を避けてください。
エキセントリックなバックスポットフェイスホール
処理の痛みの点を解き、バックカウンターサンクホールを処理すると、表面を回す必要がなく、処理効率が大幅に改善されます

錆と腐食防止
電気めっき処理、そのため、製品は腐食耐性、耐摩耗性、酸化耐性、ブレードとカッターバーが近く、緊張性が高く、包括的な精度が向上します。

サイドファーシングクランプ方法
ツールホルダーの表面は平行で平らに粉砕されているため、加工中にクランプ力が強くなり、滑りやすくなります。

交換可能な標準インサート
交換可能なCCMTインサートは、処理コストを削減します

明確な仕様ブランディング
より明確な仕様ブランディングのためのレーザー彫刻

バックスポットフェイスツールモデルの説明

| カッターモデル | 回転直径(φdc) | 頭の直径φdc1 | L1 | L2 | 全長(L) | シャンク直径(φd) | カットの深さ(AP) | カーバイドインサート | スクリュー | レンチ |
|---|---|---|---|---|---|---|---|---|---|---|
| M10-1810-C16 | 18 | 10.4 | 53 | 40 | 95 | 16 | 4 | CCMT160204 | M2.5*6 | T8 |
| M12-2013-C16 | 20 | 12.4 | 53 | 40 | 100 | 16 | 4 | |||
| M14-2315-C16 | 23 | 14.2 | 63 | 50 | 110 | 16 | 4.5 | CCMT09T304 | M4*9 | T15 |
| M16-2617-C20 | 26 | 16.4 | 86 | 68 | 150 | 20 | 5 | |||
| M20-3321-C25 | 33 | 20.7 | 88 | 75 | 150 | 25 | 5.5 | |||
| M24-4025-C25 | 40 | 24.6 | 90 | 78 | 150 | 25 | 8 |
推奨される切断条件
| ISO | ワークピース | 硬度 | 切削速度(m/min)min-suit-max | フィード(mm/t)min-suit-max |
|---|---|---|---|---|
| p | 一般的な鋼 | 180-280HB | 100/150/200 | 0.05/0.15/0.2 |
| 金型鋼 | 180-281HB | 100/150/200 | 0.05/0.1/0.15 | |
| m | マルテンサイトステンレス鋼 | 200-330HB | 100/150/200 | 0.05/0.15/0.2 |
| オーステナイトステンレス鋼 | 200HB | 80/130/160 | 0.05/0.1/0.15 | |
| k | 鋳鋼 | 250hb | 100/150/200 | 0.05/0.15/0.25 |
| N | 高温合金 | / | 200/300/350 | 0.05/0.15/0.25 |
| S | チタン合金 | / | 30/40/60 | 0.03/0.05/0.08 |
| 注:上記の切断条件はおおよそのベンチマークであり、機械的な剛性とワークピースの剛性、カットの深さなどに従って調整する必要があります。 | ||||
バックスポットフェイスツールに興味がありますか?
ONMY Toolings はここ数年急速に成長しており、手動の利点を達成し、共に成長するために協力するパートナーを常に歓迎しています!