自動背面座ぐり工具
オートマチックバックスポットに向けたツールは、穴の裏側に正確なカウンターボーレまたはスポット面を作成するために設計された特殊な工作機械アクセサリです。特に、部品の制約またはパーツのジオメトリのために、ワークピースの反対側に従来の機械加工にアクセスできない状況で特に役立ちます。
これらのツールは、事前にドリルされた穴に挿入された後、切断エッジを外側に展開し、機械加工タスクを実行し、元の穴から引き出すためにエッジを撤回した後に動作します。
航空宇宙、自動車、重機などの到達が困難なエリアで高精度を必要とする製造セクターに不可欠であるオートフェイサーは、手動労働を大幅に削減し、精度を高め、ワークピースの背面側に再配置または手動でアクセスする必要性を排除することにより、生産時間を短縮します。
- 従来のマニュアルツールと比較して、チップ切断時間を少なくとも80%削減します
- 高価な二次運用を排除し、巧妙な自動化プロセスの改善を通じて時間を節約します
- 幅広い材料を機械加工するための炭化物インデックス可能なインサート
- 科学的内部メカニズムにより、インサートが毎回正確かつ確実に開閉することが保証されます
- ツールは、過度のおしゃべりなしで激しい中断されたカットを実行できます
- 最小ガイドホールの直径Ø6.5mm(Ø0.2559″))
- サポートガイドによる無制限の深さと直径の比率
- 迅速かつ簡単なツールの変更
- 最大カウンターボアの直径は、オーバーボアの直径の2.3倍
- 面取りのあるバックスポットファセルを装備することができます
アプリケーション
- ボルトヘッドシートフェイス
- 差分ケース – 球形でフラット
- バルブシートポケット
- ゲートバルブ
- 惑星ギアキャリア
- ギアボックスケーシング
- 着陸装置
- リクエストに応じて、面取りおよびその他のフォームを備えた特別な挿入

- Ø6.5mm最小パイロットホール
- 堅牢で汎用性があります
- バックスポットフェイス、カウンターボア面取り
- VMCのバック面取りツール
- 中断された表面で動作します
- 安全ピン付き


パフォーマンスと利点
- バックスポットフェイスツールは、停止、逆転、その他のマシンエイズなしで、カウンターボアカウンターインクの機械加工と動作を自動化するように設計されています。
- 振動する挿入挿入機構は、マシン内の冷却圧力(最小20 bar、50 bar)の原理と組み合わされて、swardと粉塵のために挿入物が格納されないことを保証します。
- 垂直マシンと水平方向の両方のマシンで利用できます。
- 直径6.5mm-21mmは標準製品で、0.5mmはグレードとしてです。
- インサートは幅広いサイズをカバーし、タングステンカーバイドで作られています。
- ツールのユニークな内部冷却チップ除去設計により、アイアンチップとダストをタイムリーに挿入ウィンドウから除去することができ、挿入格納の信頼性が保証されます。
安全ピンの高度
- インサートが過度に摩耗する場合、ツールホルダーをシャンクから自動的に分離することにより、ワーク、ツールホルダー、マシンを保護します。
- また、プログラムエラーとワークピースの不適切なクランプの場合にワークピースを保護します。
ツールの説明
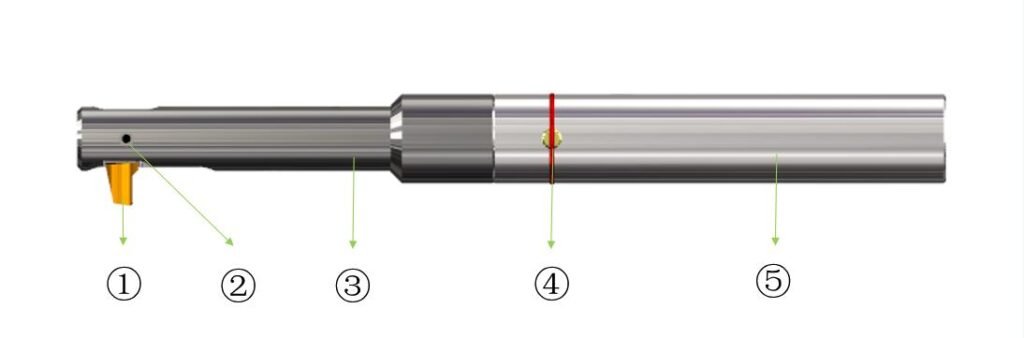
- カーバイドインサート
2. ピンの位置
3. ツールホルダー
4. 安全ピン
5. ツールシャンク
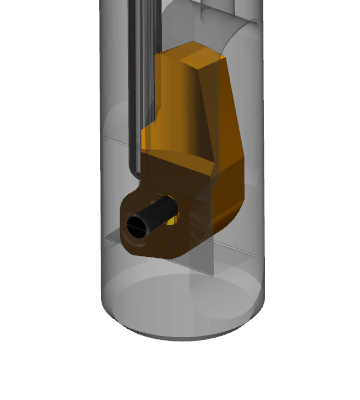
ツール作業原則
①

②

③
④
- クーラント圧力の下で、ピストンはコントロールピンを押し、インサートを押してインサートの格納を開始します。
- 挿入物がカッターボディに引き込まれると、圧力表面が反転し、コントロールピン(まだ一定の圧力下にあります)は、挿入物がカッターボディに完全に押し込まれるまで、インサートの端にある湾曲した表面に沿って挿入物を押し続けます。
- インサートがコントロールピンによってツール本体に完全に組み込まれた後、ツールはワークピースのオーバーボアを介して軸方向に(z方向)移動できます。
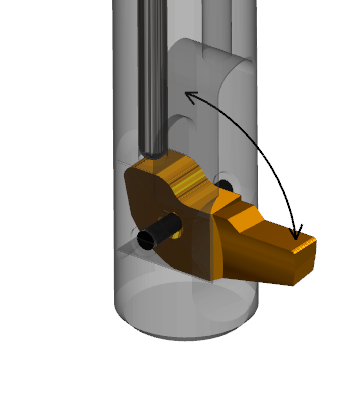
- マシンの内部冷却がオフになり、スピンドルが(推奨速度で)回転し始め、インサートは作業位置に展開されます。内部冷却は、冷却穴からインサートの最先端に到達できます。カウンターボアの逆説が完了すると、ツールは機械加工の開始位置に返されます。この時点で、マシンの内部冷却がオンになり、ドライブインサートが再び行われます
再びツール本体に引き込みます。
処理ケース
ワークピース

- 業界:自動車
- ワークピース:タービンハウジング
- 材料:GGG40
- テクノロジー:D14.0カウンターボアD26.0平らな表面
- マシン:水平マシニングセンター
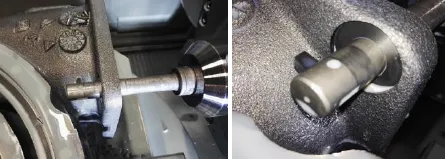
- スピンドル速度:400R/min
- フィード:0.05mm/Rev
ワークピース

- 業界:自動車
- ワークピース:ステアリングナックル
- 材料:アルミニウム合金
- プロセス:13.0オーバーおよびカウンターɸ30.0プレーン
- 機械:垂直機械加工センター

- スピンドル速度:500R/min
- フィード:0.05mm/Rev
ワークピース

- 産業:海洋
- ワークピース:ベアリングブロック
- 材料:S355J2G3
- プロセス:of上のɸ12.8カウンターɸ33.0平面
- マシン:水平マシニングセンター

- スピンドル速度:400R/min
- フィード:0.005mm/Rev
顧客は以前に手動ツールを使用して、カウンターサンクホールを機械加工しました。オートフェーサーのバックスポットに向けてツールに面しているため、手動のツールをインストールする必要はなく、オペレーターの安全性を確保する必要がありません。表面加工の品質が改善され、加工時間が大幅に短縮されました。
私たちの自動バックスポットに向かうツールに興味がありますか?
ONMY Toolings はここ数年急速に成長しており、手動の利点を達成し、共に成長するために協力するパートナーを常に歓迎しています!