内ネジ対外ネジ

ネジは機械工学の縁の下の力持ちであり、現代世界を静かに支えている。スマートフォンのマザーボードを固定する微細なネジから、吊り橋を安定させる巨大な構造用ボルトに至るまで、これらの接続はすべて完璧な幾何学的組み合わせに依存している。この機械的な握手の中心にあるのは、外ねじと内ねじの基本的な区別である。.
シームレスにインターロックするためには、(メートル法や統一規格のように)理論的にはまったく同じねじ山形状を共有しなければならないが、現実世界での物理的な形状はまったく逆になっている。.
外ねじは、古典的なボルトやねじを思い浮かべてください。外ねじの場合、幾何学的な理屈は簡単です。長径は山から山までの距離で、円柱の最大外幅を表します。逆に、小径はねじ山の根元で測定され、部品の最も薄く、構造的に最も脆弱なコアを表します。.
一方、内ねじは穴の内面に切られたもので、まさにナットやエンジンブロックの内ねじのようなものである。ここでは、幾何学的な観点が逆転する。長径はねじ山の根の奥深くに隠れており、穴の内側で最も幅の広い部分である。小径は内ねじの山頂を表し、実用的な機械加工用語では、ねじを切る前に開けなければならない最初の穴のサイズに直接対応します。.
この “逆 ”の幾何学的関係を理解することは、単なる理論的な練習ではなく、エンジニアや機械工にとって極めて重要な第一歩です。公差の計算方法から、現場で選択する特定の切削工具に至るまで、すべてを規定するものです。.
機能と交配関係
機能と交尾の役割
- 外ねじ(雄ねじ/外ねじ):能動的な挿入部品として働く。通常、ボルト、ねじ、スタッド、リードねじ、または内ねじにかみ合うあらゆる雄ねじファスナーにある。.
- 内ネジ(メネジ/内ネジ):受動的な部品として働く。通常、ナット、ハウジングのねじ穴、ねじインサート、フランジ、または外ねじを受け入れ、保持するあらゆる部品に見られる。.
締め付け時の耐荷重特性 / 軸方向荷重 ねじ継手に引張荷重がかかると(引き離されると)、形状に起因して、それぞれの側に異なる力が作用します:
| アスペクト | 外ねじ(ボルト/ねじの場合) | 内ねじ(ナット/穴内) |
|---|---|---|
| ねじ山のフランクにかかる一次荷重 | ネジ山が軸力を伝達する | ネジ山が軸力を伝達する |
| 糸歯へのストレス | 歯堤(上)が圧縮されている | 歯根(下)が圧迫されている |
| スレッドルートへのストレス | 歯根部(フィレット部)は引張応力を受ける(最も重要な部分) | 歯堤は引張応力を受ける |
| 典型的な応力集中の場所 | ねじ根元のフィレットに高い応力集中(ノッチ効果+引張荷重) | 応力はより分散されるが、最初に噛み合ったスレッドに不釣り合いな高負荷がかかる。 |
| 負荷分散 | 関与したスレッド全体にわたってより均一化された(しかし、最初の数スレッドではまだ最も高い) | 非常に不均一で、最初の3~5本のネジ山が全荷重の60~80%を担うことが多い(ピッチ、材質、はめ合いによる)。 |
| 強度の優位性 | 一般的に引張強度が高い(断面がしっかりしており、応力に対して根元の面積が大きい) | 穴周辺の材料が減少し、フープ応力のリスクがあるため、固有強度が低い。 |
| 一般的な故障モード(過負荷/疲労時) | ねじの根元破壊、根元フィレットでの疲労き裂の発生、シャンクの引張破断 | ねじ山の剥離(内ねじのせん断破壊)、ナットの膨張/破裂、引き抜き破壊 |
キーエンジニアリング洞察
- ほとんどの標準的なボルトジョイントでは、エンジニアは、内ねじが剥がれるのではなく、外ねじ(ボルト)が引っ張られて最初に破損する(延性ネッキング/シャンクの破損)ように設計します。これは、より安全で予測可能な破損モード(ボルトは破損するが、ナット/ハウジングは無傷のまま)と考えられています。.
- 内ネジは剥がれやすい:
- スレッドを支える素材は環状(断面積が少ない)である。.
- フープ(円周方向)引張応力は、ナット/穴を拡大する傾向がある。.
- 負荷は最初の数本の糸に集中する。.
- 高強度用途(グレード8/10.9/12.9ボルト)では、ナットの剥離よりもボルトの破損を促すため、ナットをボルトよりわずかに軟らかくすることが多い。.
一方、内ねじは根元の圧縮荷重に耐えるが、ストリッピングやフープバーストに対してより脆弱である。したがって、設計では通常、内ねじを過負荷から保護することが優先される。.
加工方法と加工ルート
幾何学的な理論から機械加工現場の現実に目を移すと、外ねじと内ねじの違いが物理的にはっきりと見えてきます。ねじ山の製造戦略全体は、アクセス性という一つの重要な要素によって決定される。このたった一つの変数が、切削工具がいかに簡単に材料に噛み合うか、クーラントがいかに効率よく切削ゾーンに到達できるか、そして最も重要なことは、金属切屑がどこへ行くかを決定する。.
外径加工:オープンエアー」の利点
外ねじの加工は、一般的に非常にアクセスしやすいプロセスである。この加工はシリンダーの外側で行われるため、「オープン」な切削環境となる。クーラントは切れ刃に直接流すことができ、金属の切りくずはワークピースから自然に落ちる。.
この自由度が、多様で高効率な製造方法を可能にしている:
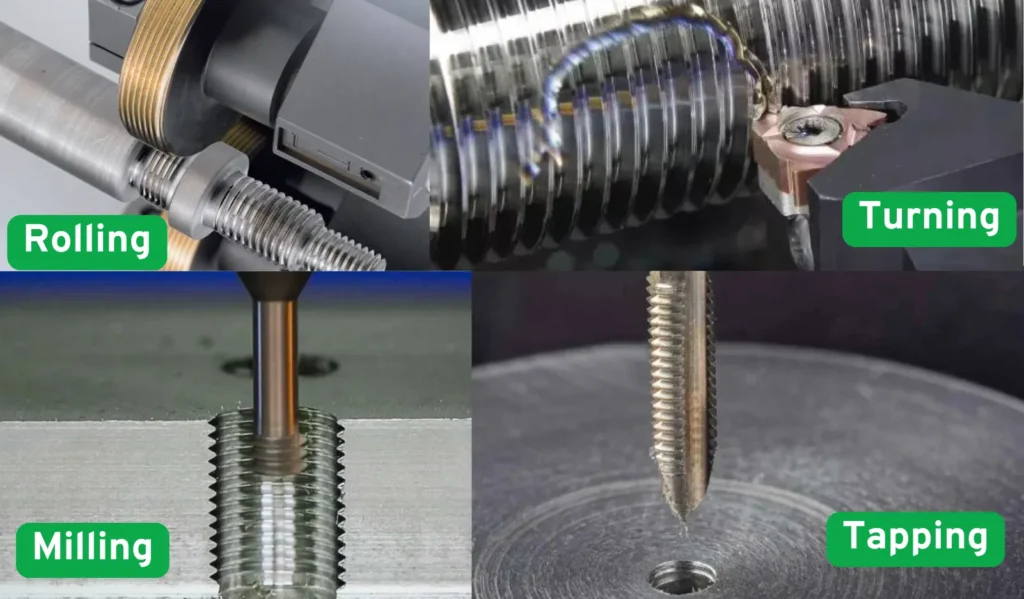
- 糸を回す: シングルポイント旋盤の使用 ねじ切りインサート が精度と柔軟性の基準である。.
- スレッドローリング 大量生産と高強度ファスナー(自動車用ボルトなど)には、転造が文句なしの王道です。金属を切削する代わりに、硬化鋼のダイスでブランクにねじ山プロフィールをプレスし、冷間鍛造します。これにより、切りくずがゼロになり、加工硬化によりねじ山の疲労強度が大幅に向上します。.
- 金型によるねじ切り: 手動の修理や手動の旋盤での素早いセットアップによく使われる。.

内面加工:閉所恐怖症への挑戦
内ねじ加工、特にブラインドホール(部品を貫通していない穴)の加工は、まったく別物です。加工環境は密閉され、閉所恐怖症になる。クーラントは穴の底までなかなか届かず、切りくず排出はエンジニアの最大の敵となる。詰まった切りくずは、即座に切削工具を折る可能性があり、工具と高価なワークの両方を破壊する可能性があります。.
このような制限を回避するために、機械工は特殊な技術に頼っている:
- タッピング: 小~中程度の穴に最も一般的な方法。タップは特殊な回転工具で、穴に打ち込みながらねじを切る。スパイラルフルーテッドタップは、その形状がドリルビットのように切りくずを積極的に引き上げて穴から排出するため、ブラインドホールの場合、多用される。.
- 内部 ねじ切り加工 (つまらない): 旋盤で大きな穴をあけるときに使用する。ここでの大きな課題は、工具の剛性である。切削インサートは、穴の内側に届くボーリングバーに取り付けなければならない。穴が深い場合、長さ対直径(L/D)のオーバーハング比が大きいため、工具は振動や「びびり」の影響を非常に受けやすくなり、ねじ仕上げが台無しになる。.
- ネジ切り: 回転する フライスカッター を螺旋状に下降させる。切り屑が小さく、簡単に排出されるため、硬い素材や、タップではトルクがかかりすぎるような非常に大きな内ねじの加工に適している。.
| ディメンション | 外ねじ(オス/外ねじ) | 内ネジ(メス/内ネジ) | 難易度/コスト/リスクの比較 | 代表的なアプリケーション |
|---|---|---|---|---|
| 主な加工方法 | 1.ねじ転造(大量生産に最適) 2. 単点旋盤(旋盤) 3. ねじ転造ダイス/遊星ダイス(ダイス転造) 4. ねじフライス加工 5.ネジ山研削(超精密用) | 1.成形/フロー・タッピング(チップレス冷間成形) 2.ねじ切りフライス加工(自由度が高い) 3.切削タッピング(伝統的) 4.一点内面旋削(旋盤) 5.ブローチング/プッシング(希少、大口径) | 内部は全体的にかなり厳しい | 外部:圧延が優勢、内部:成形/フライス加工が急上昇 |
| 工具剛性要件 | 低い(張り出しが短く、外面が開いている) | 非常に高い(細長い工具/タップのオーバーハング、振動/破損しやすい) | 内部 >> 外部 | 小径内部(M3以下)は最も厳しい |
| チップの避難難易度 | 非常に簡単(チップは外側に飛び、オープンスペース) | 非常に難しい(密閉された穴、切りくずが詰まる、詰まる、工具が壊れる)。 | 内部 >> 外部 | ブラインドホール内部が最大の頭痛の種 |
| クーラント/潤滑アクセス | 簡単(外部浸水または貫通工具が可能で、切断ゾーンに直接届く) | 困難(工具貫通クーラント、高圧、またはMQLが必要。) | 内部はもっと厳しい | 靭性の高い素材(チタン、ステンレス)は、内部に高圧を必要とする。 |
| 工具寿命 | 長い(ローリングはほぼ無制限、ターニング/ミリングは良好) | 短い(特に小径の切削タップ:数十から数百の穴しか開けられないことが多い) | 多くの場合、内部の5~20倍短い | 大量の内径タッピングは頻繁な工具交換が必要 |
| サイクルタイム/処理速度 | 速い(圧延:1パートあたり数秒、ターンも速い) | 低速(タッピングは低速+ペック/リバースが必要、フライスは柔軟だがパスが長い) | 内部 30%-200% より遅い | 圧倒的なスピードアドバンテージを持つ大量外転 |
| 小径リミット(メートル) | M1.0-M0.8はまだ比較的可能性がある | M1.0以下は非常に困難、M1.2~M1.4はすでに困難、M0.8~はしばしば特別なプロセスが必要 | 内部はより限定的 | 医療用/航空宇宙用の極小ネジは、多くの場合、外付けに設計されている。 |
| 最も難しい仕様 | 大粗ピッチ、超長ネジ、薄肉チューブ(振動・変形リスク) | 小径深穴+ファインピッチ、ブラインドホール、高硬度材(HRC>40)、超合金(インコネル、Ti) | - | インナーブラインド+ファイン+カット困難=悪夢のコンボ |
| 表面仕上げと強度 | 圧延に最適(冷間加工硬化、Ra 0.2~0.4μm、疲労強度+30~50%) | 成形タッピングが最適(結晶粒の微細化、圧延のような高強度)、切削タッピングは劣る。 | 外面圧延 > 内面成形 > その他 | 高疲労部品は、外面圧延または内面成形を優先する。 |
| コストランキング(量産) | 最低圧延→ダイス圧延→旋削/フライス加工→研削 | 最低タッピング成形(チップレス)→ネジ切り加工(フレキシブルだが高価な工具)→切削タッピング(安価な工具だが寿命が短い) | 一般的に内部コストは高い | 外径ローリングは、量産のためのコスト・パフォーマンスの王者である。 |
| よくある問題とリスク | 圧延前のブランク表面不良 → ダイス破損 薄肉圧延/旋削 → オーバリティ/エキスパンション 振動によるピッチエラー | タップの破損(最も一般的な災害) ブラインドホールの不完全な最終ねじ 成形/切削後のスプリングバックの過大 切屑排出不良→かじり/破損 | 内部リスクははるかに高い | 内部の破損したタップの除去は非常に高くつく可能性がある |

スレッド検査の逆理論
精密製造の世界では、測定できないものは制御できない。外ねじと内ねじの幾何学的特徴が逆転しているように、それを検査するために使用される工具は、測定する部品と物理的に正反対です。製造現場でねじの品質を確認するために、機械工は基本的に「完璧な」相手部品を使用して、新しく加工されたものをテストします。.
外ねじの検査
パートの周囲 ボルトのような外ねじを評価する場合、第一の関心事は、標準的なナットに緩みすぎずにスムーズにねじ込めるかどうかである。.
- スレッドリングゲージ 現場での標準的な工具は、スレッドリングゲージである。ゴー」リングと「ノー・ゴー」リングの2つがある。ゴー・リングは、材料が最大になった状態の完璧なサイズのナットを模倣するもので、過度の力をかけずにボルトに完全にねじ込まなければならない。ノー・ゴー・リングは、最小ピッチ直径の限界をチェックするもので、2回転以上ねじ込んではならない。.
- 精密測定: 単純な合格・不合格ではなく、正確な数値データを得るために、品質管理検査官は スレッドマイクロメーター ピッチ径を直接測定するための特殊なV字型アンビルを装備。高精度の実験室では 3線式 がゴールド・スタンダードです。精密研磨された3本のワイヤーをねじ溝に入れ、それを横切って測定することで、エンジニアは極めて正確に真のピッチ直径を計算することができる。.
内部ねじの検査
深淵を探る ねじ穴の検査には、機械加工と同じようなアクセシビリティの課題があります。穴の中を簡単に見ることができないため、触覚フィードバックと専用のプローブに全面的に頼らなければなりません。.
- スレッドプラグゲージ リングゲージの逆で、ねじプラグゲージは、高精度の硬化鋼ボルトのように見えます。ゴー」側は、ねじ穴の底までスムーズにねじ込まなければならず、長径とピッチ径が標準ボルトを受け入れるのに十分な大きさであることを証明する。No-Go “端は、穴が大きく切られすぎていないことを確認する。.
- 内部測定の課題: 内ねじ径を実際に数値で測定することは、非常に難しい。専用の内ねじマイクロメーターは存在するが、繊細で面倒である。多くの場合、重要な航空宇宙部品や医療部品では、内部形状の検証には、穴の内部の型を鋳造するか、専用のスタイラスを備えた高度な三次元測定機(CMM)を使用する必要があります。.

公差と適合
外側のボルトと内側のねじ穴が理論的なプロファイル通りに完璧に加工されていても、ねじが合わないことがある。なぜか?機械的な組立部品が機能するためには、潤滑、防錆メッキ、あるいは単に手作業で結合せずに組み立てる能力など、極小の制御された「目に見えない空間」が必要だからです。この微小な空間は、公差とはめあいという厳格なルールによって管理されています。.
広く使用されているメートル(ISO)ねじシステムでは、内ねじと外ねじの区別は、エンジニアリングの設計図ではすぐにわかります。.
- 外ねじ公差(小文字): ボルトやねじのような外ねじの公差帯は、常に小文字で指定される(例.,
g,h,e).例えば、標準ボルトの一般的な公差等級は6gです。数字の「6」は精度の等級(公差の窓の大きさ)を表し、「g」はその窓の位置を示しています。g」の位置は、ボルトの最大許容サイズを理論的な基本サイズよりわずかに小さくカットし、小さなクリアランスを保証していることを意味します。. - 内ねじ公差(大文字): 逆に、内ねじ公差帯は常に大文字で指定される(例.,
G,H).標準的なナットには通常 6H 許容誤差を示す。H “は、ねじ穴の最小許容寸法が理論上の基本寸法と完全に等しい(下限偏差がゼロ)ことを示す。.
6Hの内ねじと6Gの外ねじを組み合わせると、エンジニアリングで最も一般的な標準クリアランスフィットが生まれます。この計算により、両者が完全にぶつかることはなく、スムーズな操作のために十分なスペースが残されていることが保証されます。.
最終的に、これらの公差は、ピッチ直径(ねじ山の稜線と溝が等しい幅を持つ理論的な円柱)に最も決定的に適用されます。標準メートルねじの場合、理論上のピッチ径(d2)は、呼び径(d)とピッチ(P)を用いて、以下の式で計算されます:
d2 = d - 0.6495P
この特定の寸法を指定された公差帯内で管理することが、先に述べた機械加工と検査の両プロセスの最終目標である。.
総合的なシステム比較:外部スレッドと内部スレッドの比較
| 特徴/寸法 | 外ねじ(オス) | 内ネジ(メス) |
| 幾何学的位置 | 円柱や円錐の外面に切り込みを入れる。. | ボーリングまたはドリルで開けた穴の内面に切り込みを入れる。. |
| 代表的なコンポーネント | ボルト、マシンスクリュー、スタッド、リードスクリュー、ねじシャフト。. | ナット、ねじ切りフランジ、エンジンブロックや機械ベッドのねじ穴。. |
| 主要直径 (D / d) | 頂上から頂上までの距離を表す。最大の外寸(公称サイズ)。. | 根から根までの距離を表す。穴の奥に隠れている最も広い切り口。. |
| 小径(D1 / d1) | 根元の直径を表す。ファスナーの中で最も細く、構造的に脆弱なコア。. | 山径を表す。ねじ切り前に必要なタップドリルサイズを直接決定します。. |
| 主要加工工程 | シングルポイントねじ切り、ねじ転造(冷間成形/鍛造)、ダイスによるねじ切り、ねじフライス加工。. | タッピング(カットタップ、フォームタップ)、内ねじ加工(ボーリング)、ねじ切り加工。. |
| 加工環境 | オープンエア切断。クーラントへのアクセス性に優れ、重力/遠心力による切屑の自然排出が可能。. | 密閉型/閉所恐怖症。特にブラインドホール。切りくずが詰まる危険性が高く、クーラントの浸透が悪い。. |
| 金型の課題 | 一般的に高剛性の工具セットアップ。工具の摩耗を視覚的に監視しやすい。. | 切りくずが詰まって工具が破損しやすい。内部 ボーリングバー は、オーバーハング(L/D)比が高く、振動やビビリの原因となる。. |
| 店頭検査 | スレッドリングゲージ(Go/No-Go)。ゲージは加工された部品を包み込みます。. | スレッドプラグゲージ(Go/No-Go)。このゲージは、加工された穴の内側を探ります。. |
| 精密測定 | スレッドマイクロメーター(V-anvil)、スリーワイヤー法、光学コンパレーター。. | 特殊な内部マイクロメーター、三次元測定機(CMM)、または内部鋳造成形。. |
| ISO メトリック公差 | 小文字で指定(例., 6g, 6h).ボルトのクリアランスを管理する。. | 大文字で指定(例., 6H, 6G).穴の最小サイズ制限をコントロールする。. |
よくあるご質問
参考文献
- サンドビック・コロマント - ねじ切りナレッジセンター 世界有数の切削工具メーカーによる総合ガイド。ねじ切り加工、ねじ切りフライス加工、外径加工と内径加工におけるチップの選択について、詳細なアドバイスを提供。. ウェブサイト https://www.sandvik.coromant.com/en-us/knowledge/machining-formulas-definitions/threading
- OSGツーリング - タッピングのトラブルシューティングとガイド OSGは、穴加工およびねじ切り工具のグローバルリーダーです。同社のテクニカルライブラリは、内ねじタッピングの複雑さ、適切なタップドリルサイズの計算、止まり穴の切屑排出のためのソリューションを理解するための優れたリソースです。. ウェブサイト https://www.osgtool.com/resources/technical
- エンジニアズエッジ - ISOメートルねじ規格と公差 設計エンジニアのための重要なリファレンス。このサイトでは、ISOメートルねじプロファイルの正確な寸法を含む、詳細なチャートとエンジニアリング計算機を提供しています。 6H (社内)と 6g (この記事で取り上げている(外部の)トレランス・クラス。. ウェブサイト https://www.engineersedge.com/hardware/metric-external-thread-sizes1.htm
- 機械ハンドブック(工業出版社) 機械業界のバイブル」とも呼ばれる。印刷されたハンドブックでありながら、スリーワイヤー測定法、ねじ山形状の公式、材料別のかじり防止策に関する究極の権威ある情報源であり続けています。. ウェブサイト https://industrialpress.com/machinerys-handbook/