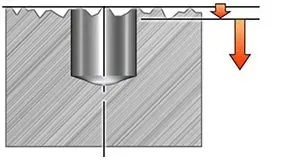
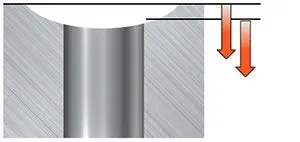
Uドリルは、刃先交換式インサートドリルまたはモジュールドリルとしても知られ、CNC加工における効率的な穴加工用に設計された精密切削工具です。U字型のフルートデザインと交換可能な超硬チップを特徴としており、鋼、ステンレス鋼、アルミニウム、複合材など、さまざまな材料の浅い穴から深い穴の加工に優れています。従来のツイストドリルとは異なり、Uドリルは耐久性に優れた工具本体と交換可能なチップを備えたモジュラーシステムを採用しているため、高速加工や高送りの用途に高い適応性を発揮します。
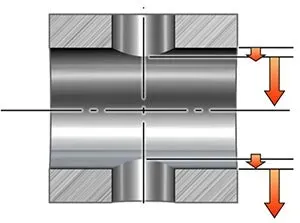
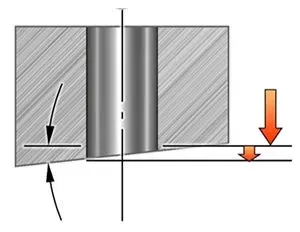
利点 UドリルUドリルは加工効率を大幅に向上させる優れた利点を提供します。U字型の溝形状設計により優れた切りくず排出性を確保し、詰まりを低減。これにより送り速度を高速化でき、サイクルタイムを最大70%短縮可能です。交換式インサートシステムは工具寿命を延長し、ダウンタイムを削減。摩耗したインサートはドリル本体を交換せずに数分で交換できます。 さらにUドリルは優れた剛性を備え、高送り速度と最大60mmの大径加工を可能にします。同時に高い穴精度と優れた表面仕上げを実現するため、二次的なボーリング加工が不要となるケースが多々あります。.
ONMYのUドリルは、耐久性と耐熱性を確保するために高級材料から作られたプレミアム品質と性能で際立っています。技術革新に重点を置き、ONMYは多様な材料と用途に合わせた幅広いチップグレードと形状を提供し、専門家の技術指導によってサポートされています。工場直販、厳格な6S管理、年中無休のアフターサービスに支えられたONMYは、費用対効果の高いソリューションと信頼性の高いサポートを保証し、同社のUドリルをトップレベルの加工結果を達成するための理想的な選択肢にしています。