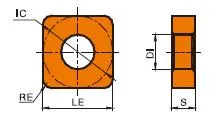
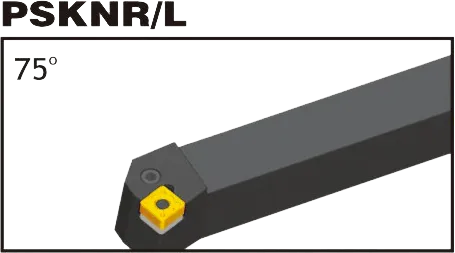
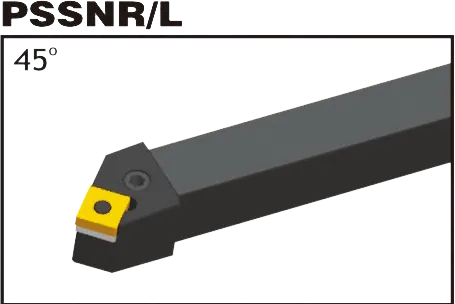
SNMGインサート SNMGインサート角度:90°スクエア、0°ネガティブ・レーキ 両面チップブレーカー付きインサート。幅広い被削材に対応する90°スクエア超硬インサート;ブレーカーの用途仕上げ旋削、汎用旋削、荒旋削用として、さまざまな半径をご用意しています;範囲 SNMG 挿入タイプ:SNMG432/SNMG543/SNMG643;マッチング SNMGインサート用ツールホルダーDSBNR/L、PSBNR/L、PSDNN、PSKNR/L、PSSNR/L、MSBNR/L、MSRNR/L、MSKNR/L、MSDNN;SNMGインサートは、異なるチップブレーカーとグレードを組み合わせることで、複数のオペレーションに対応することができます;材質:タングステンカーバイド; 今すぐお見積もりを 特徴 両面カッティングエッジ:SNMGチップは、両面に複数の切れ刃を備えており、費用対効果を高めます。チップブレーカーSNMGチップには、様々な被削材や加工工程における切り屑処理と仕上げ面粗さを向上させるために設計された、様々なチップブレーカ形状が付属しています。コーティング:インサートは、耐摩耗性、耐熱性、異なる材料での最適な性能を向上させるため、TiN、TiCN、Al2O3などの材料で頻繁にコーティングされる。SNMGインサートの代表的な用途。 SNMGインサート 意味 S: 90度の角度を含む正方形の形状。この形状は刃先に強度と安定性を与える。N:負のすくい角。切れ刃が被削材に接する角度のこと。負のすくい角は、より強い切れ刃を作り出し、より重い切断やより硬い材料に適している。M:中公差クラス。これは汎用的な精度範囲を示し、このチップは様々な加工用途に適しています。G:研磨仕上げ。これは、インサートの表面が、精度と寸法の一貫性のために研磨されていることを意味します。 SNMGチップは汎用性があり、様々な旋削用途に使用されています:荒加工:強い切れ刃と負のすくい角により、重切削に適している。中仕上げ:中仕上げ作業において、強度と表面仕上げの適切なバランスを提供することができる。汎用旋削:汎用性があるため、様々な材料の一般的な加工によく使用される。適切な素材 SNMGインサートは加工によく使用される:スチールステンレス鋳鉄一部の非鉄金属(特定のインサートグレードによる) SNMGインサートツールホルダー SNMG超硬インサート寸法(ISOおよびINCH) ISO指定インチ指定インサイテッド・サークル(IC)厚さコーナー半径 SNMG 090304SNMG 3219.52mm(0.375インチ)3.18mm(0.125インチ)0.4mm(0.016インチ) SNMG 090308SNMG 3229.52mm(0.375インチ)3.18mm(0.125インチ)0.8mm(0.031インチ) SNMG 120404SNMG 43112.7mm(0.5インチ)4.76mm(0.187インチ)0.4mm(0.016インチ) SNMG 120408SNMG 43112.7mm(0.5インチ)4.76mm(0.187インチ)0.8mm(0.031インチ) SNMG 120412SNMG 43312.7mm(0.5インチ)4.76mm(0.187インチ)1.2mm(0.047インチ) SNMG 190612SNMG 64319.05mm(0.75インチ)6.35mm(0.25インチ)1.2mm(0.047インチ) SNMGインサートには、様々なサイズ、コーナーR、その他の仕様があります。最も一般的なバリエーションは以下の通り: SNMG 1204とSNMG 1906は、最も広く使用されているサイズのひとつである。12または19:12mmまたは19mm(概算)の内接円(IC)を示す。ICは、インサートの全体的なサイズを決定します。04、06、08、12:厚さを示す(例:04は0.157″または4mm)02、04、08:コーナー半径を示す(例:04は0.031″または0.8mm)。半径が大きいほど刃先が強くなり、小さいほど表面仕上げが良くなる。 今すぐお見積もりを 超硬インサートの科学:その製造方法と強さの理由 超硬チップは、最も多用途で耐久性のある切削工具のひとつです。しかし、どのように作られるのでしょうか?また、なぜこれほど強いのでしょうか?このビデオでは、炭化タングステンの特性から製造工程まで、超硬チップの背後にある科学を探ります。 生産能力 お客様のアプリケーションに最適なSNMGインサートをお探しください! 今すぐお見積もりを