strumenti automatici per il fronteggiamento del punto di vista posteriore
L'utensile automatico per la spianatura del punto posteriore è un accessorio specializzato della macchina utensile, progettato per la creazione di precise svasature o spianature sul lato posteriore dei fori, particolarmente utili in situazioni in cui il lato opposto del pezzo non può essere accessibile per la lavorazione convenzionale a causa di vincoli di spazio o della geometria del pezzo.
Questi utensili funzionano dispiegando i taglienti verso l'esterno dopo essere stati inseriti in un foro preforato, eseguendo la lavorazione e quindi ritirando i taglienti per farli rientrare nel foro originale.
Essenziali per i settori manifatturieri che richiedono un'elevata precisione in aree difficili da raggiungere, come quello aerospaziale, automobilistico e dei macchinari pesanti, gli autofacilitatori riducono significativamente il lavoro manuale, aumentano l'accuratezza e abbattono i tempi di produzione eliminando la necessità di riposizionare o accedere manualmente al lato posteriore del pezzo.
Riduzione del tempo di taglio dei trucioli di almeno 80% rispetto agli utensili manuali convenzionali
Eliminazione di costose operazioni secondarie e risparmio di tempo grazie a intelligenti miglioramenti dei processi automatizzati.
Inserti in carburo indicizzabili per un'ampia gamma di materiali da lavorare
Un meccanismo interno scientifico assicura che l'inserto si apra e si chiuda sempre in modo preciso e affidabile
Gli utensili possono eseguire tagli interrotti pesanti senza eccessivo chattering
Diametro minimo del foro guida Ø6,5 mm (Ø0,2559″)
Rapporto profondità/diametro illimitato grazie alle guide di supporto
Sostituzione rapida e semplice degli utensili
Diametro massimo del controforo fino a 2,3 volte il diametro dell'overbore
Può essere dotato di una sfogliatrice per punti posteriori con smussatura
Applicazioni
Facce di alloggiamento della testa del bullone
Casi differenziali - sferici e piani
Incavo della sede della valvola
Valvole a saracinesca
Riduttori epicicloidali
Scatole del cambio
Carrello di atterraggio
Inserti speciali con smusso e altre forme su richiesta
L'utensile per la lavorazione della faccia posteriore è stato progettato per automatizzare la lavorazione di svasature e lavora senza arresti, inversioni e altri ausili della macchina.
Il meccanismo di ritrazione dell'inserto oscillante, combinato con il principio della pressione di raffreddamento in macchina (min. 20 bar, max. 50 bar), garantisce che gli inserti non vengano ritratti a causa di trucioli e polvere.
Disponibile per macchine verticali e orizzontali.
Il diametro 6,5 mm-21 mm è il prodotto standard, con 0,5 mm come grado.
Gli inserti coprono un'ampia gamma di dimensioni e sono realizzati in carburo di tungsteno.
L'esclusivo design interno di rimozione dei trucioli di raffreddamento dell'utensile consente di rimuovere tempestivamente i trucioli di ferro e la polvere dalla finestra dell'inserto, garantendo l'affidabilità della ritrazione dell'inserto.
Avanzato di spillo di sicurezza
In caso di usura eccessiva dell'inserto, protegge il pezzo, il portautensile e la macchina separando automaticamente il portautensile dal gambo.
Inoltre, protegge il pezzo da lavorare in caso di errore di programma e di bloccaggio improprio del pezzo.
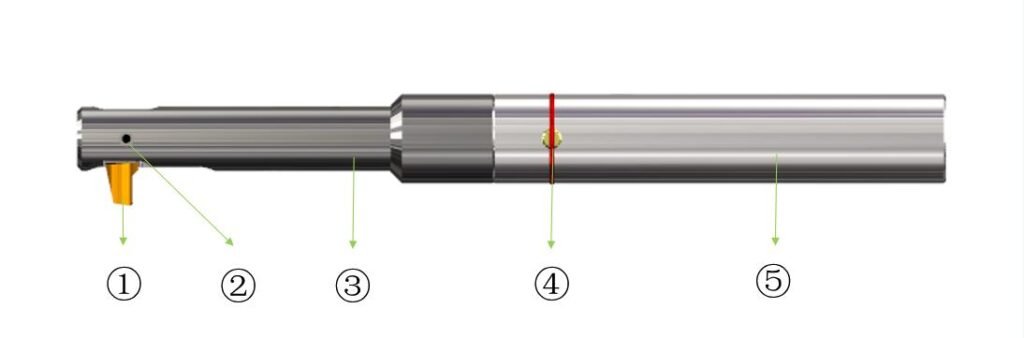
Descrizione dello strumento
Inserto in carburo
2. Perno di posizionamento
3. Portautensili
4. Spilla di sicurezza
5. Gambo dell'utensile
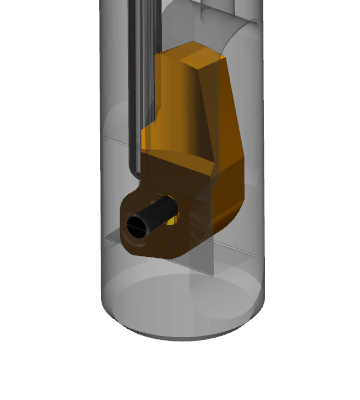
Principio di funzionamento dello strumento
①
②
③
④
Sotto la pressione del refrigerante, il pistone spinge il perno di controllo, che spinge l'inserto per iniziare a ritrarre l'inserto.
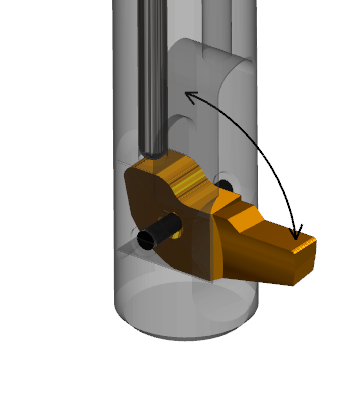
Mentre l'inserto si ritrae nel corpo della fresa, la superficie di pressione si capovolge e il perno di controllo (che è ancora sotto pressione costante) continua a spingere l'inserto lungo la superficie curva all'estremità dell'inserto fino a quando l'inserto è completamente spinto nel corpo della fresa.
Dopo che l'inserto è stato completamente incorporato nel corpo dell'utensile dal perno di controllo, l'utensile può essere spostato assialmente (direzione Z) attraverso l'overbore del pezzo.
Il raffreddamento interno della macchina viene disattivato, il mandrino inizia a ruotare (alla velocità consigliata) e gli inserti vengono dispiegati in posizione di lavoro. Il raffreddamento interno può raggiungere il tagliente dell'inserto attraverso i fori di raffreddamento. Al termine della svasatura, l'utensile viene riportato nella posizione di inizio lavorazione. A questo punto, il raffreddamento interno della macchina viene attivato e l'inserto di azionamento viene nuovamente rientra nuovamente nel corpo dell'utensile.
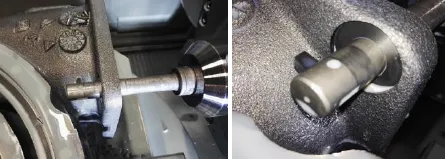
Elaborazione dei casi
Pezzo in lavorazione
Industria: Automotive
Pezzo in lavorazione: Alloggiamento della turbina
Materiale: GGG40
Tecnologia: D14,0 controforo D26,0 superficie piana
Macchina: Centro di lavoro orizzontale
Velocità del mandrino: 400r/min
Alimentazione: 0,05 mm/giro
Pezzo in lavorazione
Industria: Automotive
Pezzo da lavorare : Snodo dello sterzo
Materiale: lega di alluminio
Processo: oltre il piano ɸ13.0 e il contropiano ɸ30.0
Macchina: Centro di lavoro verticale
Velocità del mandrino: 500r/min
Alimentazione: 0,05 mm/giro
Pezzo in lavorazione
Settore : Nautica
Pezzo da lavorare: blocco cuscinetto
Materiale: S355J2G3
Processo: oltre ɸ12,8 contatore ɸ33,0 piano
Macchina: Centro di lavoro orizzontale
Velocità del mandrino: 400r/min
Alimentazione: 0,005 mm/giro
In precedenza, il cliente utilizzava utensili manuali per la lavorazione di fori svasati. Con il nostro autofacer back smussatura Non è più necessario installare utensili manuali, garantendo così la sicurezza dell'operatore. La qualità della lavorazione superficiale è stata migliorata e i tempi di lavorazione sono stati notevolmente ridotti.
Siete interessati ai nostri strumenti automatici per il fronteggiamento del retro?
ONMY Toolings sta crescendo rapidamente in questi anni e siamo sempre alla ricerca di partner con cui collaborare per ottenere vantaggi manuali e crescere insieme!