outils automatiques de surfaçage des points d'appui
Les outils automatiques de surfaçage par points arrière sont des accessoires spécialisés de machines-outils conçus pour créer des contre-perçages ou des surfaçages par points précis sur la face arrière des trous, particulièrement utiles dans les situations où la face opposée de la pièce ne peut être accessible pour un usinage conventionnel en raison de contraintes d'espace ou de la géométrie de la pièce.
Ces outils fonctionnent en déployant des arêtes de coupe vers l'extérieur après avoir été insérés dans un trou prépercé, en effectuant la tâche d'usinage, puis en rétractant les arêtes pour se retirer par le trou d'origine.
Essentiels pour les secteurs manufacturiers exigeant une grande précision dans les zones difficiles d'accès, tels que l'aérospatiale, l'automobile et les machines lourdes, les dispositifs de centrage automatique réduisent considérablement le travail manuel, augmentent la précision et réduisent les temps de production en éliminant la nécessité de repositionner ou d'accéder manuellement à la face arrière de la pièce.
Réduction du temps de coupe des copeaux d'au moins 80% par rapport aux outils manuels conventionnels
Élimination des opérations secondaires coûteuses et gain de temps grâce à des améliorations intelligentes des processus automatisés
Plaquettes indexables en carbure pour une large gamme de matériaux à usiner
Un mécanisme interne scientifique garantit l'ouverture et la fermeture précises et fiables de l'insert à chaque fois.
Les outils peuvent effectuer des coupes interrompues lourdes sans broutage excessif.
Diamètre minimum du trou de guidage Ø6.5mm (Ø0.2559″)
Rapport profondeur/diamètre illimité grâce aux guides de support
Changement d'outil rapide et facile
Diamètre maximal du lamage jusqu'à 2,3 fois le diamètre de l'alésage supérieur
Peut être équipé d'une façonneuse à point arrière avec chanfreinage
Applications
Tête de boulon faces d'appui
Cas différentiels - sphériques et plats
Poche du siège de soupape
Vannes à guillotine
Porteurs d'engrenages planétaires
Boîtiers de boîte de vitesses
Train d'atterrissage
Inserts spéciaux avec chanfrein et autres formes sur demande
L'outil back spot face est conçu pour automatiser l'usinage des fraises à lamelles et fonctionne sans butée, sans inversion et sans aucune autre aide à la machine.
Le mécanisme oscillant de rétraction des plaquettes, associé au principe de la pression de refroidissement dans la machine (min. 20 bars, max. 50 bars), garantit que les plaquettes ne sont pas rétractées à cause des copeaux et de la poussière.
Disponible pour les machines verticales et horizontales.
Le diamètre 6,5mm-21mm est le produit standard, avec 0,5mm comme grade.
Les plaquettes couvrent une large gamme de tailles et sont fabriquées en carbure de tungstène.
La conception unique du système de refroidissement interne de l'outil permet d'éliminer rapidement les copeaux de fer et la poussière de la fenêtre de l'insert, ce qui garantit la fiabilité de la rétraction de l'insert.
Avancée de la goupille de sécurité
En cas d'usure excessive de la plaquette, il protège la pièce, le porte-outil et la machine en séparant automatiquement le porte-outil de la queue.
Il protège également la pièce en cas d'erreur de programme et de mauvais serrage de la pièce.
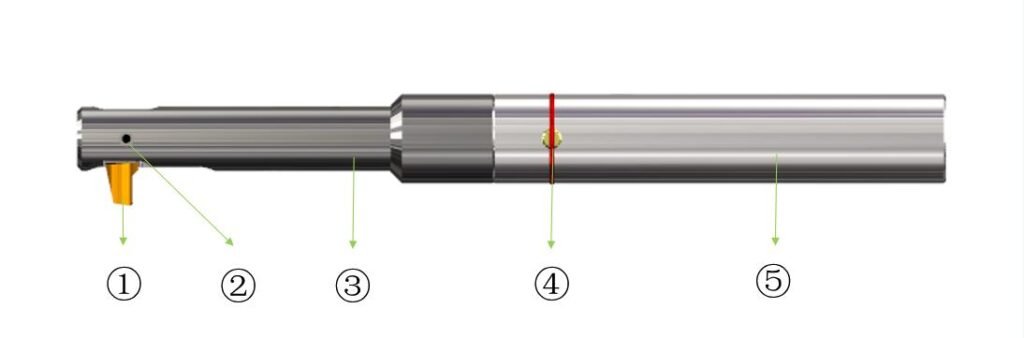
Description de l'outil
Insert en carbure
2. Goupille de positionnement
3. Porte-outils
4. Goupille de sécurité
5. Queue de l'outil
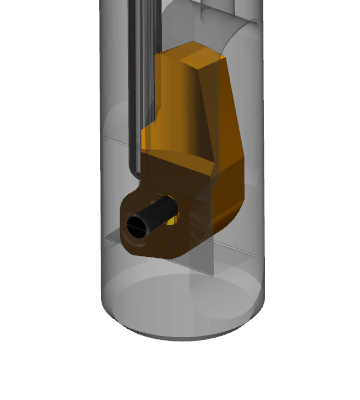
Principe de fonctionnement de l'outil
①
②
③
④
Sous la pression du liquide de refroidissement, le piston pousse la goupille de commande, qui pousse l'insert pour commencer à le rétracter.
Au fur et à mesure que la plaquette se rétracte dans le corps de la fraise, la surface de pression se retourne et la tige de commande (qui est toujours sous pression constante) continue de pousser la plaquette le long de la surface incurvée à l'extrémité de la plaquette jusqu'à ce que la plaquette soit complètement poussée dans le corps de la fraise.
Une fois que la plaquette a été entièrement incorporée dans le corps de l'outil par la broche de contrôle, l'outil peut être déplacé axialement (direction Z) à travers l'alésage de la pièce.
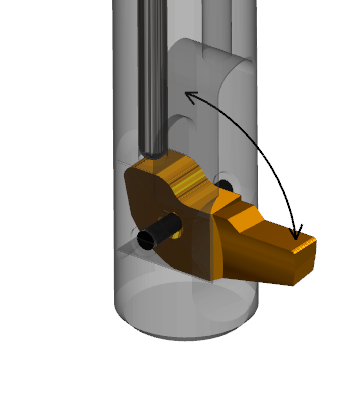
Le refroidissement interne de la machine est désactivé, la broche commence à tourner (à la vitesse recommandée) et les plaquettes sont dépliées en position de travail. Le refroidissement interne peut atteindre l'arête de coupe de la plaquette à travers les trous de refroidissement. Lorsque le lamage du lamage est terminé, l'outil est ramené à la position de départ de l'usinage. À ce stade, le refroidissement interne de la machine est mis en marche et la plaquette d'entraînement est à nouveau se rétracte dans le corps de l'outil.
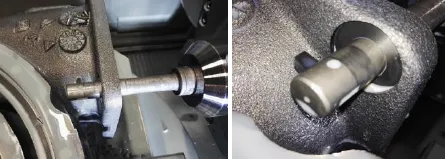
Traitement des dossiers
Pièce à usiner
Industrie : Automobile
Pièce à usiner : Boîtier de turbine
Matériau : GGG40
Technologie : Contre-perçage D14.0 Surface plane D26.0
Machine : Centre d'usinage horizontal
Vitesse de la broche:400r/min
Avance:0.05mm/rev
Pièce à usiner
Industrie : Automobile
Pièce à usiner : Arceau de direction
Matériau : Alliage d'aluminium
Processus : Sur le plan ɸ13.0 et contre le plan ɸ30.0
Machine : Centre d'usinage vertical
Vitesse de la broche:500r/min
Avance:0.05mm/rev
Pièce à usiner
Industrie : Marine
Pièce à usiner : Bloc de roulement
Matériau : S355J2G3
Procédé : Sur ɸ12.8 Contre ɸ33.0 Plan
Machine : Centre d'usinage horizontal
Vitesse de la broche:400r/min
Avance : 0,005 mm/tour
Le client utilisait auparavant des outils manuels pour usiner des trous fraisés. Grâce à notre autofacer back face plane Il n'est plus nécessaire d'installer des outils manuels, ce qui garantit la sécurité de l'opérateur. La qualité de l'usinage de surface a été améliorée et le temps d'usinage a été considérablement réduit.
Intéressé par nos outils de surfaçage automatique des points d'appui ?
ONMY Toolings connaît une croissance rapide ces dernières années, et nous sommes toujours prêts à accueillir des partenaires pour travailler ensemble afin d'obtenir des avantages manuels et de croître ensemble !
Ce dont vous avez besoin, c'est d'un véritable vétéran de l'industrie des outils CNC. Laissez ONMY toolings vous aider à devenir le numéro 1 dans ce domaine.