herramientas automáticas de orientación hacia atrás
Las herramientas automáticas de refrentado de puntos traseros son un accesorio de máquina herramienta especializado diseñado para crear avellanados o puntos de refrentado precisos en la cara posterior de los orificios, especialmente útiles en situaciones en las que no se puede acceder a la cara opuesta de la pieza para el mecanizado convencional debido a limitaciones de espacio o a la geometría de la pieza.
Estas herramientas funcionan desplegando los filos de corte hacia el exterior tras introducirlos en un orificio previamente taladrado, realizar la tarea de mecanizado y, a continuación, retraer los filos para retirarlos por el orificio original.
Esenciales para los sectores de fabricación que requieren alta precisión en zonas de difícil acceso, como el aeroespacial, la automoción y la maquinaria pesada, los autofacers reducen significativamente el trabajo manual, aumentan la precisión y acortan los tiempos de producción al eliminar la necesidad de reposicionar o acceder manualmente a la parte posterior de la pieza.
Reduce el tiempo de corte de viruta en al menos 80% en comparación con las herramientas manuales convencionales
Elimina costosas operaciones secundarias y ahorra tiempo mediante inteligentes mejoras automatizadas de los procesos.
Plaquitas intercambiables de metal duro para una amplia gama de materiales a mecanizar
Mecanismo interno científico que garantiza que el inserto se abra y se cierre siempre de forma precisa y fiable.
Las herramientas pueden realizar cortes interrumpidos pesados sin vibraciones excesivas
Diámetro mínimo del orificio guía Ø6,5 mm (Ø0,2559″)
Relación profundidad/diámetro ilimitada gracias a las guías de apoyo
Cambio de herramientas rápido y sencillo
Diámetro máximo de avellanado hasta 2,3 veces el diámetro de sobretaladro
Puede equiparse con un refrentador de puntos traseros con biselado
Aplicaciones
Caras de asiento de la cabeza del tornillo
Casos diferenciales - esférico y plano
Embolsamiento del asiento de la válvula
Válvulas de compuerta
Soportes de engranajes planetarios
Carcasas de cajas de cambios
Tren de aterrizaje
Plaquitas especiales con chaflán y otras formas bajo pedido
La herramienta de refrentado de puntos traseros está diseñada para automatizar el mecanizado de avellanados avellanados y funciona sin topes, retrocesos ni ninguna otra ayuda de la máquina.
El mecanismo oscilante de retracción de plaquitas, combinado con el principio de presión de refrigeración en máquina (mín. 20 bar, máx. 50 bar), garantiza que las plaquitas no se retraigan debido a las virutas y el polvo.
Disponible para máquinas verticales y horizontales.
Diámetro 6.5mm-21mm es el producto estándar, con 0.5mm como grado.
Las plaquitas cubren una amplia gama de tamaños y están fabricadas con carburo de tungsteno.
El exclusivo diseño de extracción de virutas por refrigeración interna de la herramienta permite eliminar las virutas de hierro y el polvo de la ventana de la plaquita en el momento oportuno, lo que garantiza la fiabilidad de la retracción de la plaquita.
Pasador de seguridad avanzado
En caso de desgaste excesivo de la plaquita, protege la pieza, el portaherramientas y la máquina separando automáticamente el portaherramientas del mango.
También protege la pieza en caso de error del programa y de sujeción incorrecta de la pieza.
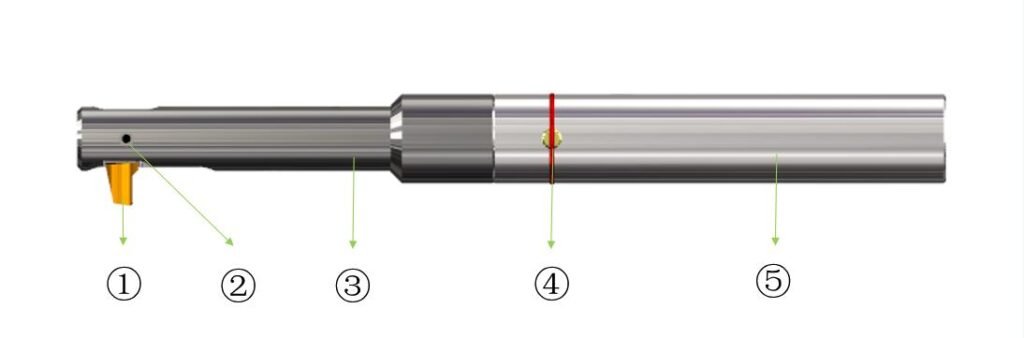
Descripción de la herramienta
Plaquita de metal duro
2. Pasador de fijación
3. Portaherramientas
4. Pasador de seguridad
5. Mango de la herramienta
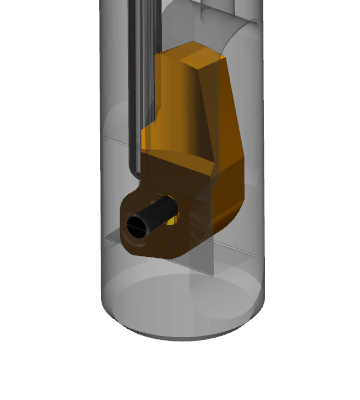
Principio de funcionamiento de la herramienta
①
②
③
④
Bajo la presión del refrigerante, el pistón empuja el pasador de control, que a su vez empuja la plaquita para iniciar su retracción.
A medida que la plaquita se retrae en el cuerpo de la fresa, la superficie de presión se voltea, y el pasador de control (que todavía está bajo presión constante) continúa empujando la plaquita a lo largo de la superficie curvada en el extremo de la plaquita hasta que la plaquita se introduce completamente en el cuerpo de la fresa.
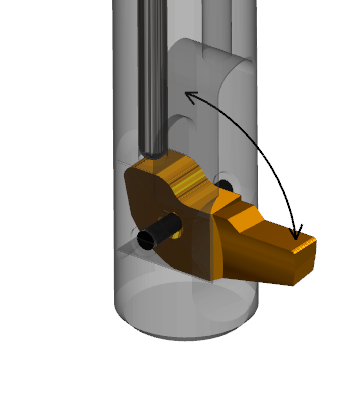
Una vez que la plaquita se ha incorporado completamente al cuerpo de la herramienta mediante el pasador de control, la herramienta se puede desplazar axialmente (dirección Z) a través del taladro de la pieza.
La refrigeración interna de la máquina se desconecta, el husillo empieza a girar (a la velocidad recomendada) y las plaquitas se despliegan hasta la posición de trabajo. La refrigeración interna puede alcanzar el filo de corte de la plaquita a través de los orificios de refrigeración. Una vez finalizado el avellanado del avellanador, la herramienta vuelve a la posición de inicio del mecanizado. En este punto, la refrigeración interna de la máquina se enciende y la plaquita de arrastre se vuelve a se retrae de nuevo en el cuerpo de la herramienta.
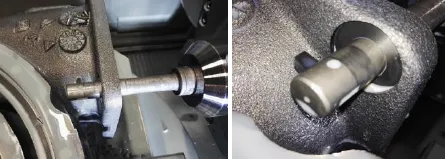
Tramitación de expedientes
Pieza de trabajo
Sector: Automoción
Pieza de trabajo: Carcasa de turbina
Material:GGG40
Tecnología: D14.0 avellanado D26.0 superficie plana
Máquina: Centro de mecanizado horizontal
Velocidad del husillo:400r/min
Avance:0,05mm/rev.
Pieza de trabajo
Sector: Automoción
Pieza : Manguito de dirección
Material : Aleación de aluminio
Proceso : Sobre plano ɸ13.0 y contra plano ɸ30.0
Máquina: Centro de mecanizado vertical
Velocidad del husillo:500r/min
Avance:0,05mm/rev.
Pieza de trabajo
Industria : Marina
Pieza de trabajo : Bloque de rodamiento
Material : S355J2G3
Proceso : Más de ɸ12.8 Contador ɸ33.0 Plano
Máquina : Centro de mecanizado horizontal
Velocidad del husillo:400r/min
Avance:0,005 mm/rev.
El cliente utilizaba anteriormente herramientas manuales para mecanizar agujeros avellanados. Con nuestro autofacer back refrentado herramientas ya no es necesario instalar herramientas manuales, lo que garantiza la seguridad del operador. Se ha mejorado la calidad del mecanizado de la superficie y se ha reducido considerablemente el tiempo de mecanizado.
¿Interesado en nuestras herramientas automáticas de orientación de puntos traseros?
ONMY Toolings está creciendo rápidamente en los últimos años, y siempre damos la bienvenida a socios con los que colaborar para obtener beneficios mutuos y crecer juntos.
Lo que necesita es un verdadero veterano de la industria de herramientas CNC. Deje que las herramientas ONMY le ayuden a convertirse en el número 1 del sector.