
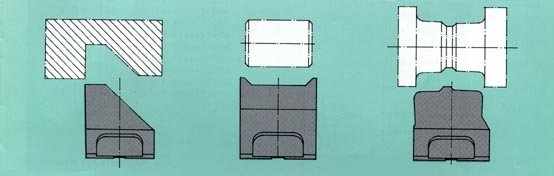
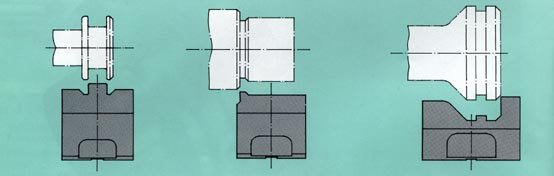
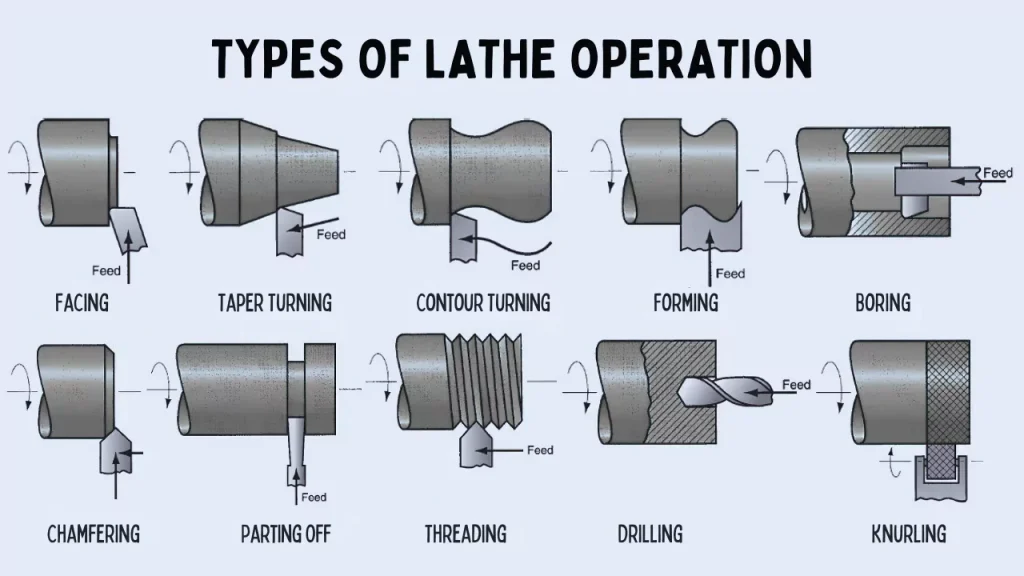
Una herramienta de torneado tiene un filo afilado que reproduce el perfil deseado de la pieza de trabajo. Utiliza un corte radial por penetración para formar contornos complejos (por ejemplo, ranuras, radios o formas de varios pasos) en una sola pasada. Esto la hace ideal para la producción en serie de piezas idénticas.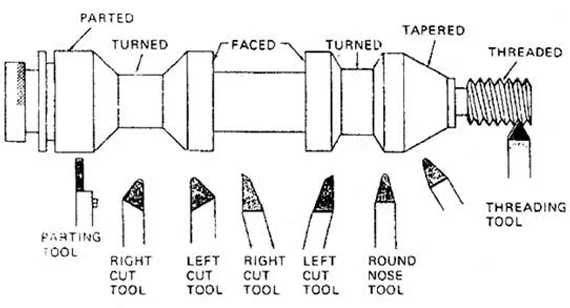
- VentajasMás rápido para perfiles complejos (una pasada frente a varias), mayor consistencia, acabado superficial superior (sin marcas de cúspides) y mayor vida útil de la herramienta (desgaste distribuido por todo el filo). DesventajasLas altas fuerzas de corte requieren una máquina rígida; las herramientas personalizadas son caras; no son flexibles para trabajos variados; propensas a vibrar en tornos más ligeros.

Por lo general, no. Los tornos pequeños suelen carecer de la rigidez necesaria, lo que provoca fuertes vibraciones, sacudidas o malos resultados. Funcionan mejor en máquinas industriales pesadas o para tiradas de alta producción.
- En el caso de las herramientas de forma plana, rectifique solo la cara superior (ángulo de ataque) para mantener el perfil. Las herramientas de forma circular son más fáciles, ya que el rectificado de la cara no altera el radio. Utilice muelas de diamante para el carburo; evite cambiar las holguras laterales.
Causas comunes: Rigidez insuficiente de la máquina, saliente excesivo de la herramienta, fuerzas elevadas debidas a cortes anchos, altura inadecuada (herramienta descentrada) o falta de refrigerante. Soluciones: Reducir la profundidad/avance, aumentar la rigidez, utilizar la variación de velocidad del husillo o realizar primero un desbaste con otra herramienta.
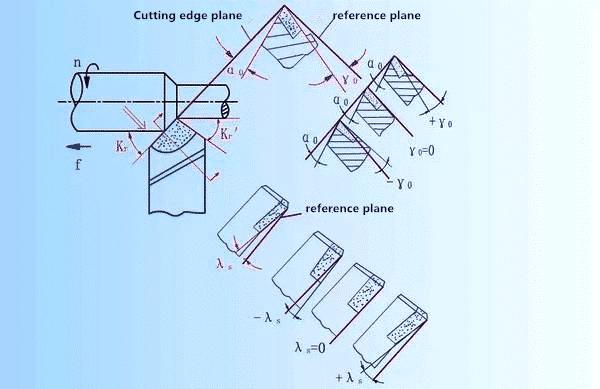
Refleje exactamente el perfil de la pieza de trabajo. Proporcione ángulos de despeje de 7 a 15° para evitar roces; utilice un ángulo de inclinación mínimo (0-10°); añada un pequeño radio de afilado para mayor resistencia. Para los radios, se prefieren las herramientas circulares.

Sí, son excelentes para reducir el tiempo de ciclo en perfiles repetitivos. Programe inmersiones radiales rectas; es posible que se necesiten pasadas de desbaste para formas profundas/anchas a fin de evitar sobrecargas.
