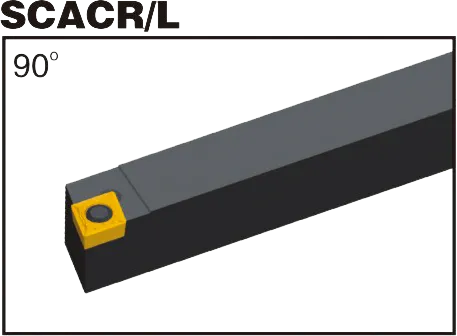
CCGT 插入 CCGT 刀片角度:7° 正前角刀片,搭配單面斷屑槽。80° 菱形車削刀片;建議用於鋁材、玻璃纖維、塑膠、鐵氟龍、黃銅;斷路器應用:半精加工和精加工;配對 CCGT 插入 工具夾頭:SCLCR/L 及 SCACR/L;;材質:碳化鎢等級:PVD 和 CVD 立即取得報價 CCGT 刀片座 CCGT 插入引言: C: 形狀。第一個「C」代表菱形(鑽石),內含 80 度角。C: 間隙角度。第二個「C」表示 7 度正間隙角。G: 公差。G "表示中等公差範圍,但也可能存在其他精密公差。T: 斷屑槽型式與孔配置。這個字母代表斷屑槽的幾何形狀以及是否有中心孔。斷屑槽的種類繁多,且依生產廠商而異。數字位數:前兩個數字: 刻圓 (IC) 直徑,單位為毫米。將其除以 25.4 即可得到近似的英吋等效值。下一個 2 位數: 厚度以毫米為單位。除以 25.4 即可換算為英吋。最後兩個數字: 機鼻半徑,單位為毫米。同時除以 25.4,得到英吋的近似值。CCGT 硬質合金刀片幾乎所有的CCGT刀片都是由硬質合金材料製成。以下是您需要知道的資訊:基板: 核心碳化物材料決定了刀片的基本特性,如韌性及耐磨性。不同的成分可為各種應用提供適當的平衡。塗層: 將 TiN、TiAlN、CVD 或 PVD 等先進材料的薄層塗覆在硬質合金基材上。這些塗層可增強耐磨性、減少摩擦,並改善特定材料的性能。等級的重要性選擇合適的硬質合金等級(基材 + 塗層)至關重要。這與您要切削的工件材料相匹配:鋼材不銹鋼鑄鐵有色金屬(如鋁)硬化材料如果您想深入瞭解以下內容,請告訴我:常見斷屑槽型式及其應用如何根據材料選擇合適的 CCGT 刀片等級 CCGT 插件尺寸 (ISO) ISO 認證刻字圓圈 (IC)厚度轉角半徑 CCGT 0602016.35 公釐(0.25 吋)1.58 公釐(0.062 吋)0.1 公釐(0.004 吋) CCGT 0602026.35 公釐(0.25 吋)1.58 公釐(0.062 吋)0.2 公釐(0.008 吋) CCGT 0602046.35 公釐(0.25 吋)1.58 公釐(0.062 吋)0.4 公釐(0.016 吋) CCGT 0602086.35 公釐(0.25 吋)1.58 公釐(0.062 吋)0.8 公釐(0.031 吋) CCGT 09T3089.52 公釐(0.375 吋)3.18 公釐(0.125 吋)0.8 公釐(0.031 吋) 範例:CCGT 插入 060204 內含 80 度角的菱形形狀7 度正間隙角中等公差特定製造商的斷屑槽與孔位配置6.35mm 刻圓直徑(以英吋計約 0.25 吋)2mm 厚(以英吋計約 0.079 吋)0.4mm 鼻端半徑 (約 0.016″ 英寸) 立即取得報價 硬質合金刀片背後的科學:鎢鋼刀片的製造過程及強度原因 硬質合金刀片是目前用途最廣且最耐用的切削工具。但它們是如何製成的呢?是什麼讓它們如此堅固?在本影片中,我們將探討硬質合金刀片背後的科學,從碳化鎢的特性到製造過程。 我們的生產能力 尋找最適合您應用的 CCGT 插件 - 獲得專家協助! 立即取得報價