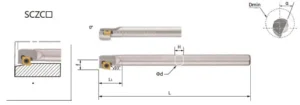
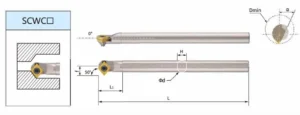
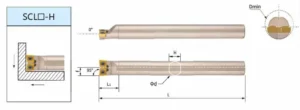
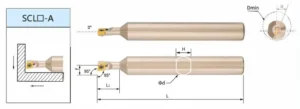
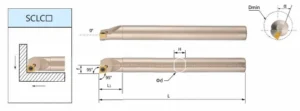
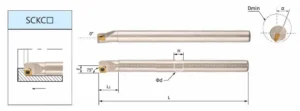
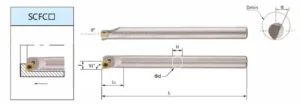
首頁 - 車刀架 - CCMT車刀架 CCMT車刀架 CCMT 刀片座是一種廣泛使用的車削刀把,專門用來固定 CCMT 型可轉位刀片。ISO 標誌「CCMT」表示菱形刀片,具有 80 度刀尖角、正前角、間隙角及中央安裝孔。正前角是其主要特徵,使這些刀片非常適合輕至中度的加工作業,包括各種材料的精加工及半精加工,尤其是較軟或延展性較佳的材料,如鋁、不銹鋼及低碳鋼。正前角可降低切削力與發熱量,進而改善表面光潔度並減少動力消耗。主要功能為 CCMT 刀片座是為 CCMT 刀片提供一個穩定且定位精確的平台。這可確保精確的材料切削及優異的表面光潔度。刀把具有精密加工的刀槽,可配合CCMT刀片的特定形狀與尺寸,以達到安全且可重複的夾持,通常是以螺絲或槓桿機構來實現。這種堅固的夾持方式可防止刀片在加工過程中的移動與震動,這對於達到高品質的加工效果,尤其是精加工時是非常重要的。.CCMT刀片 因其能以相對較低的切削力產生良好的表面光潔度而受到青睞。每邊有兩個切削刃,每個刀片共有四個可用刃,提供良好的刀具壽命及成本效益。相對應的 CCMT 插件座 CCMT 刀把的設計易於使用,可快速直接更換刀片,將機器停機時間降至最低。CCMT 刀片刀把提供各種刀柄尺寸與配置,以符合不同機床類型與應用需求,在需要良好表面光潔度與較低切削力的精密加工環境中,CCMT 刀片刀把是一項寶貴的資產。. 外徑車削刀桿-SCMCN 95° 外徑車削刀把,適用於外徑車削加工。 镗杆-SCZCRL 93° 鑽孔加工用搪棒。 镗杆-SCWCRL 50° 鑽孔加工用搪棒。 镗杆-SCLCR-H 95° 鑽孔加工用搪棒。 搪孔棒-SCLCRL-A 95° 鑽孔加工用搪棒。 镗杆-SCLCRL 95° 鑽孔加工用搪棒。 镗杆-SCKCRL 75° 鑽孔加工用搪棒。 镗杆-SCFCRL 91° 鑽孔加工用搪棒。 外徑車削刀桿-SCLCRL 95° 外徑車削刀把,適用於外徑車削加工。 外徑車削刀桿-SCKCRL 75° 外徑車削刀把,適用於外徑車削加工。 外徑車削刀桿-SCGCRL 91° 外徑車削刀把,適用於外徑車削加工。 外徑車削刀桿-SCFCRL 91° 外徑車削刀把,適用於外徑車削加工。 外徑車削刀桿-SCBCRL 75° 外徑車削刀把,適用於外徑車削加工。 外徑車削刀桿-SCACRL 90° 外徑車削刀把,用於外徑車削加工。 常見問題 在 CCMT Insert Holder 中,「CCMT」代表什麼? "CCMT」是 ISO 指定的菱形切削刀片,具有 80 度刀尖角及正前角。 CCMT 刀片座可安裝何種類型的切削刀片? 它可固定 CCMT 刀片,CCMT 刀片為菱形,刀尖角度為 80 度,並具有正前角。 CCMT 插件通常用於何種用途? 輕度到中度的加工作業,包括較軟或韌性較強的材料的精加工和半精加工。 使用CCMT刀片座和刀片的主要優點是什麼? 正前角可降低切削力和熱量,從而獲得更好的表面光潔度和更低的功率消耗。 如何為我的應用選擇合適的 CCMT 插頭座? 考慮機床所需的刀柄尺寸、車削作業類型、加工材料以及所需的導角。 CCMT 刀片座常見的刀柄尺寸有哪些? 常見尺寸包括 1/2 吋、5/8 吋、3/4 吋、1 吋,以及公制等效尺寸,適用於各種機床刀把。 CCMT 刀片座可以用於重粗加工嗎? 一般不建議用於重粗加工,因為正前角可能會使切削刃的強度比負前角刀片差。 在這些刀把上使用 CCMT 刀片加工的典型材料有哪些? 鋁、不銹鋼、低碳鋼,以及其他較軟或延展性較佳的材料,且需要良好的表面光潔度。 我應該如何選擇高品質的 CCMT 插頭座呢? 刀片槽精度高,夾持安全可靠,良好的結構品質確保穩定性,並與您的機器和 CCMT 刀片相容。 聯絡我們 請啟用瀏覽器的 JavaScript,以完成此表格。名稱 *電子郵件 *WhatsApp *意見或訊息 *評論傳送訊息 請注意 我們是批發供應商,有最低訂購量限制。