
Руководство для начинающих по U-образным сверлильным вставкам
U-образное сверло, один из наиболее часто используемых инструментов для обработки отверстий, обычно называется по-разному: неглубокое сверло, водоструйное сверло, агрессивное сверло, быстрое сверло, T-сверло, вставное сверло и т.д. Стандартное название - сверло со сменными вставками или сверло с машинным патроном. Термин "U-сверло" берет свое начало от U-сверла Sandvik Coromant T-MAX, которое затем получило широкое распространение в промышленности и постепенно превратилось в общепринятое название.
Какие типы вставок используются в U-образных сверлах?
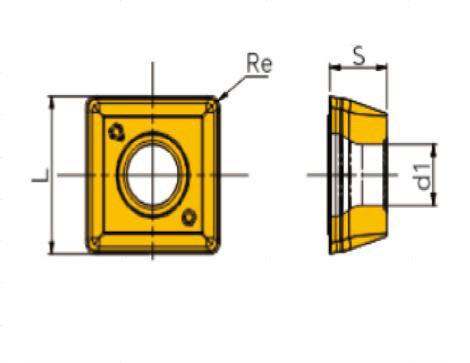
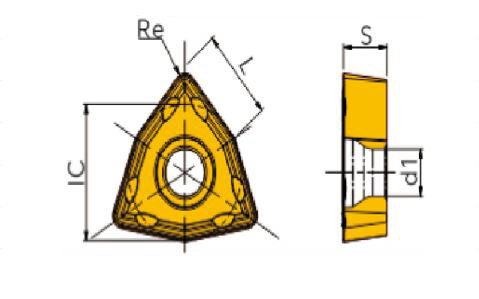
Существует несколько распространенных типов SPMG, SOMT, WCMTWCMX, конкретные данные можно найти в следующей таблице.

| Модель | L | S | RE |
|---|---|---|---|
| SOMT050204-PC FPA010 | 4.9 | 2.38 | 0.4 |
| SOMT060204-PC FPA010 | 5.7 | 2.38 | 0.4 |
| SOMT070306-PC FPA010 | 6.8 | 2.8 | 0.6 |
| SOMT08T306-PC FPA010 | 7.9 | 3.97 | 0.6 |
| SOMT09T308-PC FPA010 | 9.2 | 3.97 | 0.8 |
| SOMT11T308-PC FPA010 | 11 | 3.97 | 0.8 |
| SOMT130408-PC FPA010 | 12.8 | 4.4 | 0.8 |
| SOMT150510-PC FPA010 | 15 | 4.8 | 1 |
| Модель | L | S | RE |
|---|---|---|---|
| SPMG050204-EC FPA010 | 5 | 2.38 | 0.4 |
| SPMG060204-EC FPA010 | 6 | 2.38 | 0.4 |
| SPMG07T308-EC FPA010 | 7.94 | 3.97 | 0.8 |
| SPMG090408-EC FPA010 | 9.8 | 4.3 | 0.8 |
| SPMG110408-EC FPA010 | 11.5 | 4.8 | 0.8 |
| SPMG140512-EC FPA010 | 14.3 | 5.2 | 1.2 |
| Модель | L | IC | S | RE |
|---|---|---|---|---|
| WCMT030208-TM FPA005 | 3.8 | 5.56 | 2.38 | 0.8 |
| WCMT040208-TM FPA005 | 4.3 | 6.35 | 2.38 | 0.8 |
| WCMT050308-TM FPA010 | 5.4 | 7.94 | 3.18 | 0.8 |
| WCMT06T308-TM FPA010 | 6.5 | 9.525 | 3.97 | 0.8 |
| WCMT080412-TM FPA010 | 8.7 | 12.7 | 4.76 | 1.2 |
Чаще всего используются типы WC, SP и SO. Учения пластины в металлообработке. Для сверлильных операций хорошо подходят сверла со сменными пластинами поскольку они сокращают время, необходимое для смены инструмента. Техника использования сверла как черновая обработка, является очень успешным. Более глубокие полости или отверстия могут быть созданы путем выполнения нескольких осевых резов сверлом или фреза. Этот метод особенно подходит для черновой обработки. Поскольку основные силы резания сосредоточены в осевом направлении вдоль шпинделя, он является энергосберегающим, эффективным и снижает требования к шпинделю станка. Сверление отверстий под пластинчатый сверлильный инструмент является первым шагом во внутреннем вставка фрезерования процесс. Уникальный стружколом имеет единственную в своем роде конструкцию с гофрированными кромками. Это обеспечивает как высокую прочность кромок, так и эффективное измельчение стружки.
Советы по обработке с помощью U-образных сверлильных вставок
Сверление неровной поверхности
Нерегулярные
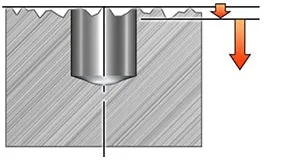
Выпуклый
Вогнутый
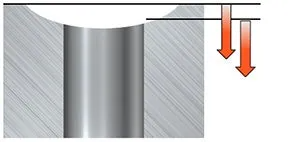
- Используйте максимально короткие сверла, чтобы свести к минимуму вибрацию и уменьшить влияние прогиба.
- Рекомендуемые начальные значения скорости резания и минимальная рекомендуемая подача
- Не рекомендуется использовать 6-7×DC, если радиус вогнутости равен или меньше радиуса сверла
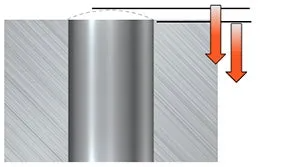
Предварительно просверленные отверстия

Для поддержания баланса силы резания между центральной и периферийной пластиной на приемлемом уровне, предварительно просверленное отверстие не должно быть больше DC/4
Сверление поперечных отверстий
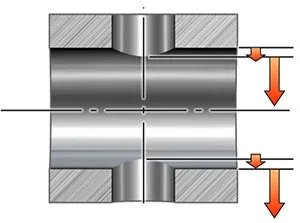
Задачи:
- Эвакуация чипов затронута, может стать более проблематичной
- Удаление заусенцев в перекрестке является сложной задачей. Образование заусенцев должно быть минимальным.
- Вызывает больший износ инструмента, чем обычное сверление
Рекомендации:
- Для отверстий разного диаметра: сначала просверлите большее отверстие, чтобы уменьшить образование заусенцев
- Начните с минимальной рекомендованной подачи при пересечении отверстий
- Не рекомендуется использовать материалы с длинным сколом из-за необходимости удаления стружки при прохождении отверстий
Бурение наклонных входов/выходов
Создает неравномерные и чрезмерные усилия, действующие на режущие кромки
- Прерывистая резка при входе/выходе сверла из заготовки
- Повышает вероятность вибрации
- Может исказить профиль сверления
- Вызывает больший износ инструмента, чем обычное сверление
Общие рекомендации:
- Стабильность имеет решающее значение. Небольшое отношение длины к диаметру поможет сохранить допуски
- Фрезерование небольшой плоской поверхности рекомендуется при обработке заготовок с большим наклоном
Угловые или наклонные поверхности, вход
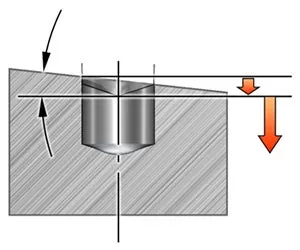
- Используйте максимально короткие сверла, чтобы свести к минимуму вибрацию и уменьшить влияние прогиба.
- Начните с минимальной рекомендованной скорости резки и 1/3 минимальной рекомендованной подачи (или ниже) до полного включения, а затем вернитесь к нормальной подаче.
- 4-5×DC наклонный вход может быть наклонен под углом до 15º
- 6-7×DC наклонный вход может быть наклонен до 10º
Угловые или наклонные поверхности, выход
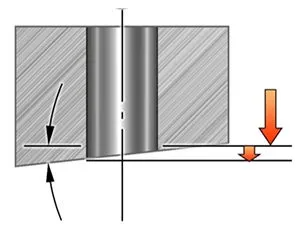
- Используйте максимально короткие сверла, чтобы свести к минимуму вибрацию и уменьшить влияние прогиба.
- Рекомендуемые начальные значения скорости резания и минимальная рекомендуемая подача (или ниже)
- 4-5×DC наклонный выход может быть наклонен под углом до 15º
- 6-7×DC наклонный выход может быть наклонен до 5º
Сверление асимметрично изогнутых поверхностей
- Используйте как можно более короткое сверло, чтобы минимизировать изгиб сверла от центра, подобно наклонной поверхности
- Уменьшите подачу до 1/3 от начальной скорости проникновения для вогнутых поверхностей
- Радиус изогнутой поверхности должен быть больше радиуса сверла
- Не рекомендуется использовать дрели с 6-7×DC
Как работают сверлильные вставки U и каковы области их применения
The Учения, Также известное как сверло со сменными пластинами - это инструмент, используемый в основном для высокоэффективного сверления отверстий в различных материалах. Ниже приводится подробное объяснение того, как Учения работает:

1. Компоненты и структура
- U-образный корпус бура: Это основная часть U-образного сверла, обычно изготовленная из прочного материала. Она имеет два посадочных места для пластин: одно в центре и одно на периферии. В этих гнездах размещаются сменные пластины (режущие кромки).
- Вставки: В сверлах U используются две сменные вставки:. центральная вставка и периферийная вставка. Центральная пластина режет материал в сердцевине отверстия, а периферийная - по внешним краям. Внешняя пластина обычно выполняет больший объем работы, так как имеет большую поверхность резания.
2. Процесс резки
- Двойное режущее действие: При вращении U-образного сверла на высокой скорости обе пластины одновременно входят в заготовку. Центральная пластина режет внутреннюю часть отверстия, а внешняя - наружный диаметр. Такая комбинация делает U-образное сверло высокоэффективным, поскольку нагрузка при резании распределяется между двумя пластинами.
- Система охлаждения: U-образные сверла обычно имеют внутренние каналы для охлаждающей жидкости. СОЖ течет по этим каналам и непосредственно охлаждает зону резания, уменьшая нагрев и трение. Это также помогает вымыть стружку из просверленного отверстия.
3. Буровые работы
- Выравнивание и позиционирование: Перед сверлением заготовка прочно закрепляется на столе станка или в приспособлении. Центр U-образного сверла выравнивается по месту предполагаемого отверстия с помощью программирования ЧПУ или ручного позиционирования.
- Инициирование разреза: Шпиндель станка вращается, и U-образное сверло начинает двигаться в заготовке. Центральная пластина начинает резать, высверливая сердцевину, за ней следует периферийная пластина. По мере проникновения инструмента вглубь обе пластины продолжают эффективно удалять материал.
- Эвакуация чипов: При отрезании материала образуется стружка. Эта стружка выводится из отверстия под действием вращающихся пластин и внутренней охлаждающей жидкости, которая помогает удалить стружку и предотвратить засорение.
- Завершение бурения: Как только U-образное сверло достигает запрограммированной глубины, инструмент втягивается, оставляя после себя готовое отверстие. Благодаря высокой точности пластин и конструкции корпуса инструмента отверстие обычно получается точным и не требует дополнительной обработки.
4. Преимущества U-образных дрелей
- Высокая эффективность: Поскольку U-образное сверло использует две пластины для одновременной резки, оно работает на гораздо более высоких скоростях и подачах по сравнению с традиционными сверлами, что сокращает время цикла.
- Точность: Конструкция U-образного сверла обеспечивает точный диаметр отверстий, что часто устраняет необходимость в дополнительных финишных операциях, таких как растачивание или развертывание.
- Эффективность охлаждающей жидкости: Встроенные каналы охлаждающей жидкости сохраняют пластины холодными во время высокоскоростного сверления, снижая износ и продлевая срок службы инструмента.
5. Эксплуатационные соображения
- Выбор вставки: Очень важно выбрать правильный вставить материал и геометрия в зависимости от материала заготовки (например, сталь, алюминий, чугун). Использование правильных пластин обеспечивает более плавную резку и продлевает срок службы инструмента.
- Параметры резки: Скорость сверления и подачу следует регулировать в зависимости от материала и глубины отверстия. Если скорость подачи слишком высока, это может привести к чрезмерному износу или повреждению пластин.
- Расход охлаждающей жидкости: Убедитесь, что система охлаждения правильно настроена и функционирует. Недостаточное количество охлаждающей жидкости может привести к перегреву и преждевременному выходу инструмента из строя.
Что такое U-образные сверлильные вставки и почему они популярны?
U сверлильные вставки — это режущие инструменты, используемые в индексируемых U-образных сверлах, специально разработанные для высокоэффективного сверления отверстий. Эти пластины обычно изготавливаются из карбида или других твердых материалов, способных выдерживать высокие скорости резания и температуры. Они являются сменными, то есть, когда пластина затупится, ее можно заменить, а не заменять все сверло целиком, что делает их экономически выгодными.
почему популярны U-образные сверлильные вставки:
Высокая эффективность: U-образные сверла со вставками могут сверлить отверстия гораздо быстрее, чем традиционные спиральные сверла, поскольку для резки используются одновременно две вставки - одна для центра отверстия, другая - для его периметра. Это значительно сокращает время обработки.
Экономичность: Поскольку вставки являются сменными, общая стоимость инструмента снижается. Вместо замены всего сверла необходимо заменить только изношенные вставки.
Универсальность: U-образные сверлильные вставки могут использоваться для обработки различных материалов, таких как сталь, нержавеющая сталь, чугун и цветные металлы. Для различных областей применения предлагаются различные геометрии вставок и покрытия.
Точность: U-образные сверлильные вставки обеспечивают высокую точность при сверлении, часто создавая отверстия с минимальной потребностью во вторичной обработке, такой как растачивание или развертывание.
Подача охлаждающей жидкости: Многие U-образные сверла имеют внутренние каналы для подачи СОЖ, которые охлаждают пластины во время сверления, улучшая срок службы инструмента и отвод стружки.
Важные соображения при использовании U-образных сверлильных вставок
Для обеспечения оптимальной производительности при использовании U-образных сверлильных вставок необходимо учитывать несколько факторов:
1. Выбор материала вставки
Выберите правильный материал вставки (твердый сплав, твердый сплав с покрытием и т.д.) в зависимости от материала заготовки. Для достижения наилучших результатов в разных материалах требуются особые пластины. Например, для сверления твердых сталей могут потребоваться более жесткие пластины, а для более мягких материалов, таких как алюминий, может потребоваться более специализированная геометрия пластин.
2. Скорость резания и скорость подачи
Скорость резания и подача должны соответствовать материалу заготовки и типу пластины. Слишком высокая скорость подачи может привести к поломке пластины, а слишком низкая - к плохому образованию стружки или чрезмерному нагреву.
Обратитесь к руководству производителя для получения информации о рекомендуемых скоростях и подачах, регулируя их в зависимости от твердости материала и глубины отверстия.
3. Управление охлаждающей жидкостью
Убедитесь, что охлаждающая жидкость правильно направлена в зону резания. Охлаждающая жидкость помогает снизить нагрев, предотвратить износ инструмента и способствует отводу стружки. U-образные сверла часто поставляются с внутренними каналами охлаждающей жидкости, но вы должны убедиться, что эти каналы работают правильно.
Использование недостаточного количества СОЖ или засорение канала СОЖ может привести к перегреву, сокращению срока службы инструмента и ухудшению качества отверстий.
4. Правильная установка вставки
Убедитесь, что вставки правильно установлены и закреплены в корпусе U-образного сверла. Неправильная установка может привести к смещению вставок, ухудшению качества отверстий или даже к повреждению корпуса инструмента.
Периодически проверяйте износ пластин и заменяйте их, когда они затупятся, чтобы не повредить заготовку или инструмент.
5. Эвакуация чипов
Следите за удалением стружки в процессе сверления. Плохое удаление стружки может привести к закупорке отверстия, что приведет к поломке инструмента, перегреву или повреждению заготовки.
Отрегулируйте скорость подачи или расход охлаждающей жидкости, если стружка неэффективно удаляется из отверстия.
6. Глубина и точность отверстий
U-образные сверла идеально подходят для быстрого получения отверстий, но точность может варьироваться в зависимости от установки и материала. При выполнении глубоких отверстий необходимо обеспечить правильное выравнивание U-образного сверла, чтобы избежать отклонения, которое может привести к образованию конических или некруглых отверстий.
7. Контроль износа вставки
Следите за износом вставок во время использования. Изношенные вставки могут негативно повлиять на качество отверстий, а также привести к перегреву, увеличивая риск поломки или повреждения заготовки.
Регулярные проверки и своевременная замена пластин необходимы для поддержания качества отверстий и продления срока службы инструмента.
Следуя этим рекомендациям и используя подходящую вставку для конкретного применения, вы сможете максимально повысить эффективность, рентабельность и точность сверл U в процессе обработки
Заключение
The U-сверло — это сверлильный инструмент с твердосплавными пластинами, отличающийся простотой использования и экономичностью. Для облегчения обработки широкого спектра материалов ONMY U-сверло Вставки доступны в различных типах и размерах. Вставки ONMY U-drill предлагают энергосберегающее и эффективное решение, а также высокую скорость удаления металла. Для получения высококачественных вставок U-drill обращайтесь в ONMY! Свяжитесь с нами, и мы с удовольствием ответим на все ваши вопросы и проясним все сомнения.



