
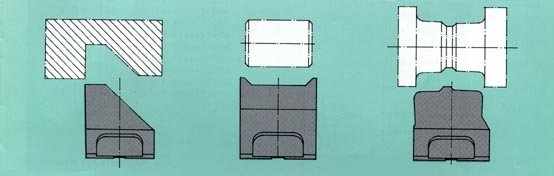
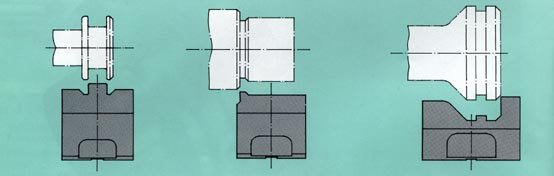
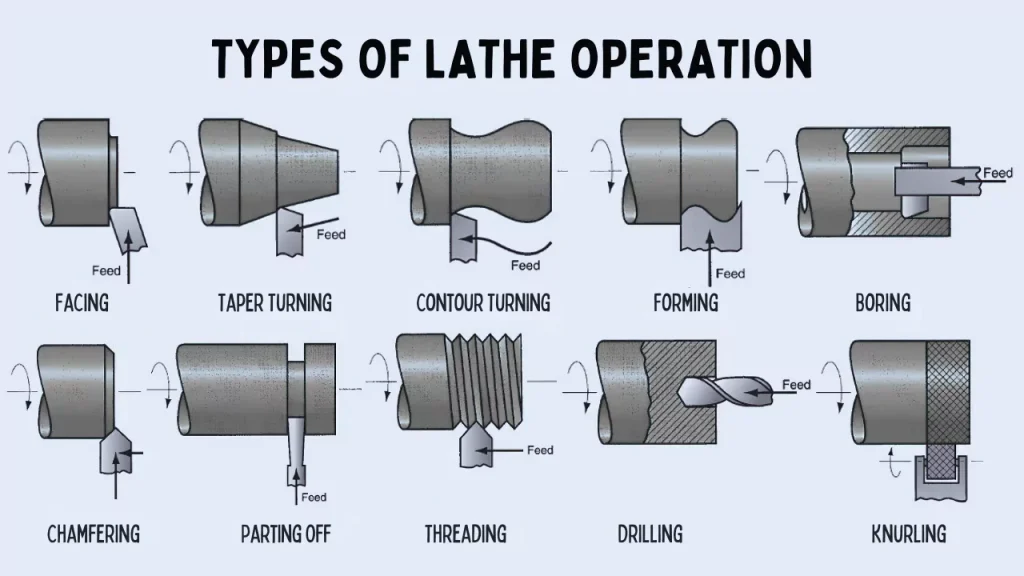
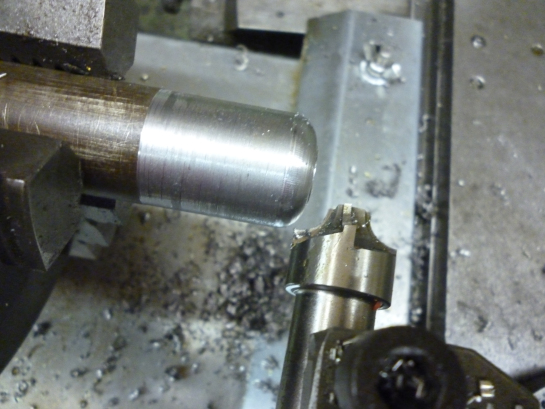
Токарный инструмент имеет режущую кромку, заточенную в соответствии с требуемым профилем заготовки. Он использует радиальное погружное резание для формирования сложных контуров (например, канавок, радиусов или многоступенчатых форм) за один проход. Это делает его идеальным для крупносерийного производства идентичных деталей.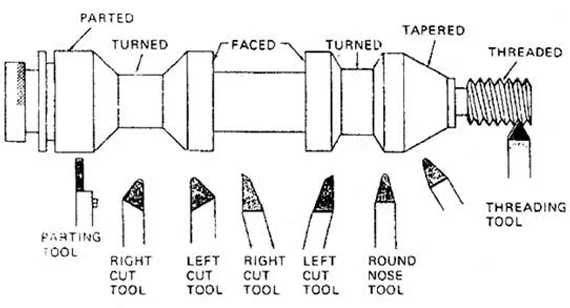
- Преимущества: Более быстрая обработка сложных профилей (один проход вместо нескольких), лучшая стабильность, превосходная чистота поверхности (без следов зазубрин) и более длительный срок службы инструмента (износ распределяется по всей кромке). Недостатки: Высокие режущие силы требуют жесткой конструкции станка; специальные инструменты стоят дорого; не подходят для разнообразных работ; склонны к вибрации на легких токарных станках.

Как правило, нет — небольшие токарные станки часто не обладают необходимой жесткостью, что приводит к сильному дребезжанию, вибрации или плохим результатам. Они лучше всего подходят для тяжелых промышленных машин или для крупносерийного производства.
- Для плоских инструментов шлифуйте только верхнюю поверхность (наклон), чтобы сохранить профиль. Круглые инструменты проще, так как перешлифовка поверхности не изменяет радиус. Для твердого сплава используйте алмазные круги; избегайте изменения боковых зазоров.
Распространенные причины: недостаточная жесткость станка, вылет инструмента, высокие нагрузки при широких проходах, неправильная высота (инструмент не по центру) или недостаток охлаждающей жидкости. Решения: уменьшить глубину/подачу, увеличить жесткость, использовать изменение скорости шпинделя или сначала выполнить черновую обработку другим инструментом.
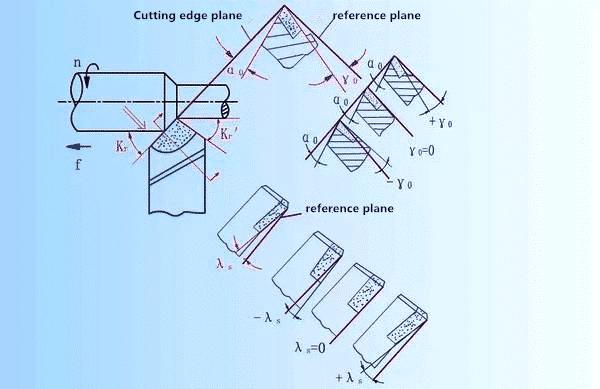
Точно повторяйте профиль заготовки. Обеспечьте углы зазора 7–15° для предотвращения трения; используйте минимальный передний угол (0–10°); добавьте небольшой радиус заточки для прочности. Для радиусов предпочтительны круглые инструменты.

Да, они отлично подходят для сокращения времени цикла при обработке повторяющихся профилей. Программируйте прямые радиальные погружения; для глубоких/широких форм может потребоваться черновая обработка, чтобы избежать перегрузки.
