Вставка используется в основном для полуфинишной или финишной обработки.
Алмазная форма с углом 35 градусов при вершине имеет самый широкий доступ и обеспечивает наилучшую чистоту поверхности при обработке круглых поверхностей.
Благодаря нашему запатентованному покрытию вставка подходит для большинства материалов.
Основные характеристики
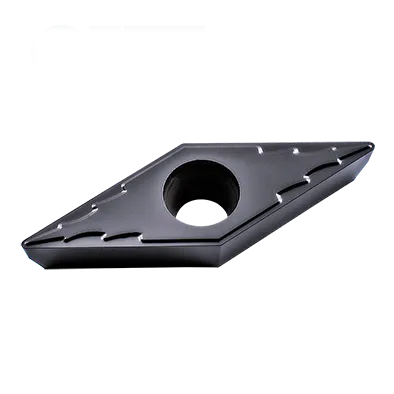
Форма: Пластины VCMT имеют ромбическую (алмазную) форму под углом 35°, что обеспечивает четыре режущие кромки для экономичности. Этот более узкий угол повышает прочность режущей кромки.
Положительный угол наклона: Режущая поверхность слегка наклонена вперед от режущей кромки. Это часто позволяет получить более гладкий срез при меньшем усилии резания, что подходит для более мягких материалов или маломощных машин.
Угол зазора: Обычно 7°, чтобы предотвратить трение о заготовку.
Чипбрейкеры: Вставки VCMT имеют различные геометрии стружколомателей для контроля образования и подачи стружки.
Покрытия: Часто покрываются такими материалами, как TiN, AlTiN и т. д., для повышения износостойкости и срока службы инструмента.
Спецификация вставки VCMT
Понимание кода вставки
V: Форма. Ромбическая (алмазная) с углом включения 80 градусов. C: Угол клиренса. 7 градусов (положительный). M: Допуск. Обычно средний допуск, но возможны и другие варианты. T: Стиль чипбрейкера и конфигурация отверстий. Эта буква указывает на конкретную геометрию стружколома и наличие/отсутствие отверстия. Варианты стружколомов многочисленны и зависят от производителя.
Цифры: Первые две цифры: Диаметр вписанной окружности (IC) в миллиметрах. Чтобы получить приблизительный эквивалент в дюймах, разделите это число на 25,4. Следующие две цифры: Толщина в миллиметрах. Разделите на 25,4, чтобы перевести в дюймы. Последние две цифры: Радиус носа в миллиметрах. Чтобы перевести в дюймы, разделите на 25,4.
Держатель вставки VCMT (расточная планка)
SVQBR/L
SVUBR/L
Твердосплавная вставка VCMT Размеры (ISO)
Назначение
Круг с надписью (IC)
Толщина
Радиус угла
VCMT 110302
11 мм (0,43")
3,18 мм (0,125")
0,2 мм (0,008")
VCMT 110304
11 мм (0,43")
3,18 мм (0,125")
0,4 мм (0,016")
VCMT 160404
16 мм (0,63")
4,76 мм (0,187")
0,4 мм (0,016")
VCMT 160408
16 мм (0,63")
4,76 мм (0,187")
0,8 мм (0,031")
Пример: VCMT 160408 (ISO)
Ромбическая (алмазная) форма с углом включения 80 градусов
Положительный угол клиренса 7 градусов
Средняя толерантность
Конфигурация стружколома и отверстий в зависимости от производителя
Диаметр вписанной окружности 16 мм (около 0,63 дюйма в дюймах)
Наука, лежащая в основе твердосплавных вставок: Как их делают и почему они такие прочные
Твердосплавные пластины - одни из самых универсальных и долговечных режущих инструментов. Но как они изготавливаются? И что делает их такими прочными? В этом видео мы рассмотрим научную основу твердосплавных пластин, начиная со свойств карбида вольфрама и заканчивая процессом производства.
Наши производственные возможности
В современном производстве высокопроизводительные твердосплавные пластины являются незаменимыми инструментами, закладывающими основу для эффективной и точной обработки металла. Однако эти исключительные пластины не возникают сами по себе, их поддерживает современное оборудование.
Найдите идеальную вставку VCMT для вашего применения - получите помощь эксперта!