
선반 형상 공구란 무엇이며 어떻게 작동하나요?
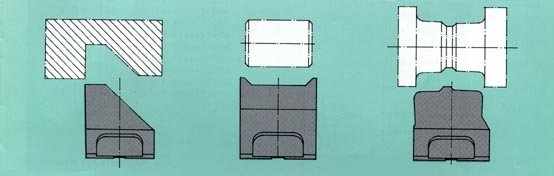
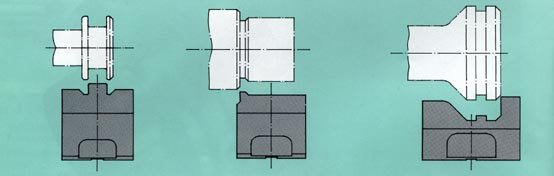
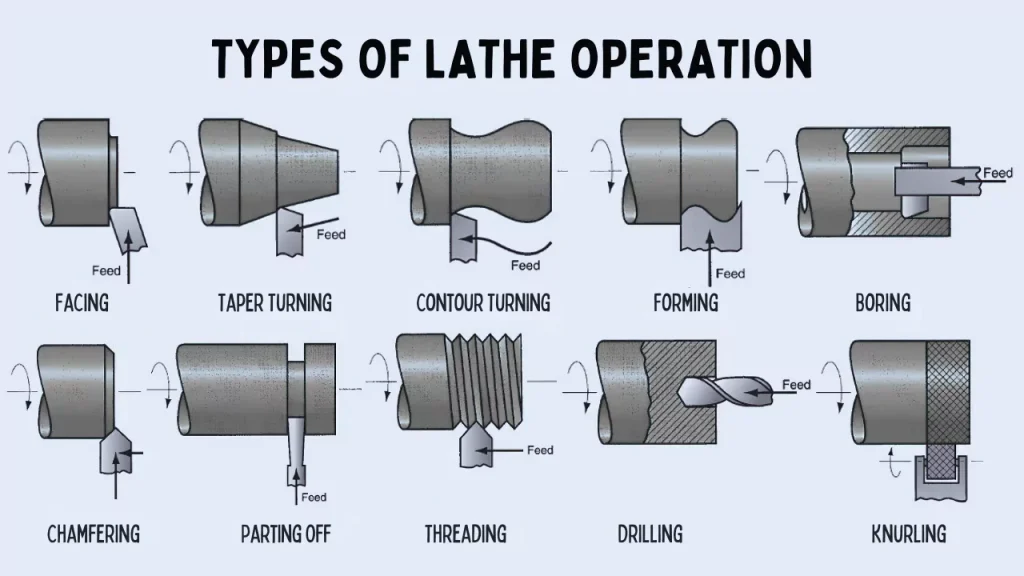
선반 성형 공구는 원하는 공작물 형상을 반영하도록 연마된 절삭날을 갖습니다. 이 공구는 단일 작업으로 복잡한 윤곽(예: 홈, 반경, 다단계 형상 등)을 형성하기 위해 방사형 플런지 절삭 방식을 사용합니다. 이는 동일한 부품의 대량 생산에 이상적입니다.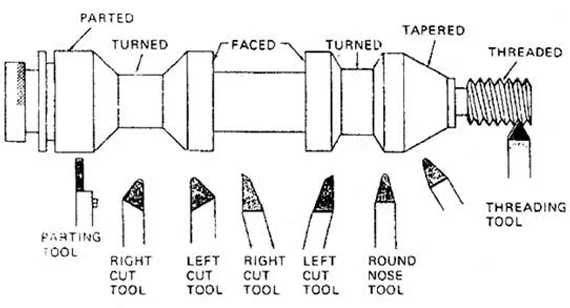
단일 절삭 공구에 비해 형상 공구의 장점과 단점은 무엇인가?
- 장점복잡한 프로파일 가공 시 더 빠른 속도(단일 패스 vs. 다중 패스), 향상된 일관성, 우수한 표면 마감(첨두 자국 없음), 그리고 연장된 공구 수명(마모가 전단면에 분산됨). 단점: 높은 절삭력은 강성 있는 기계를 요구함; 맞춤형 공구는 비쌈; 다양한 작업에 유연하지 않음; 경량 선반에서는 진동이 발생하기 쉬움.

소형 또는 취미용 선반에 형상 공구가 적합한가요?
일반적으로 그렇지 않습니다—소형 선반은 필요한 강성을 갖추지 못한 경우가 많아 심한 채터, 진동 또는 불량한 결과로 이어집니다. 중량급 산업용 기계나 대량 생산 작업에서 가장 효과적입니다.
형상 공구를 어떻게 연마하거나 재연마합니까?
- 평면 형상 공구의 경우, 형상을 유지하기 위해 상단면(레이크)만 연마하십시오. 원형 형상 공구는 면을 재연마해도 반경이 변하지 않아 더 쉽습니다. 초경합금에는 다이아몬드 휠을 사용하고, 측면 간극 변경은 피하십시오.
형상 공구 사용 시 진동이나 떨림이 발생하는 원인은 무엇인가요?
일반적인 원인: 기계 강성 부족, 공구 오버행, 넓은 절삭으로 인한 높은 힘, 부적절한 높이(공구가 중심에 위치하지 않음), 또는 절삭유 부족. 해결책: 절삭 깊이/이송량 감소, 강성 증대, 스핀들 속도 변동 활용, 또는 다른 공구로 먼저 황삭 가공 수행.
형상 공구의 형상 기하학을 어떻게 설계합니까?
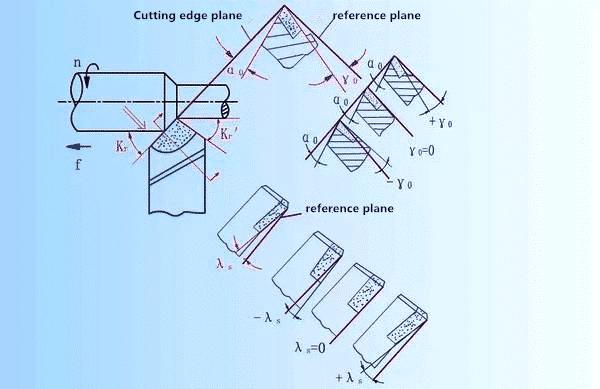
공작물 형상을 정확히 복제하십시오. 마찰을 방지하기 위해 7~15°의 이음각을 확보하십시오; 최소 이음각(0~10°)을 사용하십시오; 강도를 위해 작은 연마 반경을 추가하십시오. 반경 가공 시 원형 공구를 선호합니다.

CNC 선반에서 성형 공구를 사용할 수 있습니까?
네, 반복적인 프로파일 가공 시 사이클 시간 단축에 탁월합니다. 직선 방사형 플런지를 프로그래밍하십시오. 깊거나 넓은 형상의 경우 과부하를 방지하기 위해 황삭 패스가 필요할 수 있습니다.
