Perceuse en U
Un U-Drill, également connu sous le nom de grenouet ou de forage de trou profond, est un outil de forage spécialisé conçu pour créer des trous profonds et droits dans divers matériaux. Voici les points clés sur les u-drils:
- Conception: les u-drils ont une flûte en U distinctive en U ou semi-circulaire, ce qui leur donne leur nom. Cette conception est différente des flûtes en spirale des exercices de torsion conventionnels.
- Objectif: Ils sont principalement utilisés pour former des trous profonds avec un rapport profondeur / diamètre élevé, allant généralement de 3: 1 à plus de 100: 1 dans certains cas.
- Avantages:
- Excellente évacuation de la puce en raison de la flûte en forme de U
- Produit des trous plus droits que les exercices conventionnels
- Meilleure finition de surface dans des trous profonds
- Peut atteindre des taux d'alimentation plus élevés pour une productivité accrue

- Plage d'usinage de trous: 2D-6D
- 2D / 3D / 4D SP Série INSERT MAUTURE DES THEUX: 14 mm-70 mm
- 2D / 3D / 4D WC WC INSERT MACHING TROU RAGE: 14 mm-90 mm
- Plage d'usinage d'insertion 5d SP / WC Range d'usinage: 14 mm-70 mm
- Plage de trou d'usinage d'insertion de la série WC 5D: 14 mm-70 mm
- Plage d'usinage d'insertion de la série 6d SP: 16 mm-50 mm
- Plage d'usinage d'insertion de la série WC 6D: 20 mm-70 mm
- 8d SP Series Insérer une plage de trou d'usinage: 16 mm-50 mm
- Plage d'usinage d'insertion de la série 8d WC: 18 mm-70 mm
- Plage d'usinage d'insertion de la série 10D SP / WC: 16 mm-50 mm
- Prend en charge les tailles entières et non entières
- Prise en charge des matières premières 40CR et H13
mise en garde
- Les handicaps sont facilement brûlés lorsqu'ils sont utilisés hors centre sur un tour.
- Lorsque vous utilisez un u-fell de petite taille, une vitesse élevée et une alimentation élevée sont nécessaires. Plus l'alimentation et la vitesse sont faibles, plus la résistance à la coupe est élevée, et plus il est facile de brûler l'outil.
U inserts de forage
Quelques insert
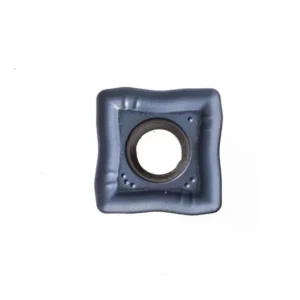
Prise en charge SOMT050204 , SOMT060204, SOMT070306, SOMT08T306, SOMT09T308, SOMT11T308, SOMT130408, SOMT150510 Tailles.
Insert WCMT
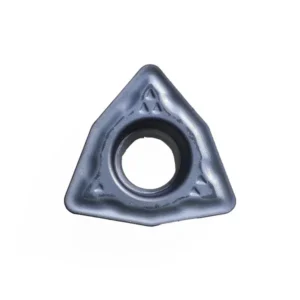
Prise en charge WCMT030208, WCMT040208, WCMT050308, WCMT06T308, WCMT080412.

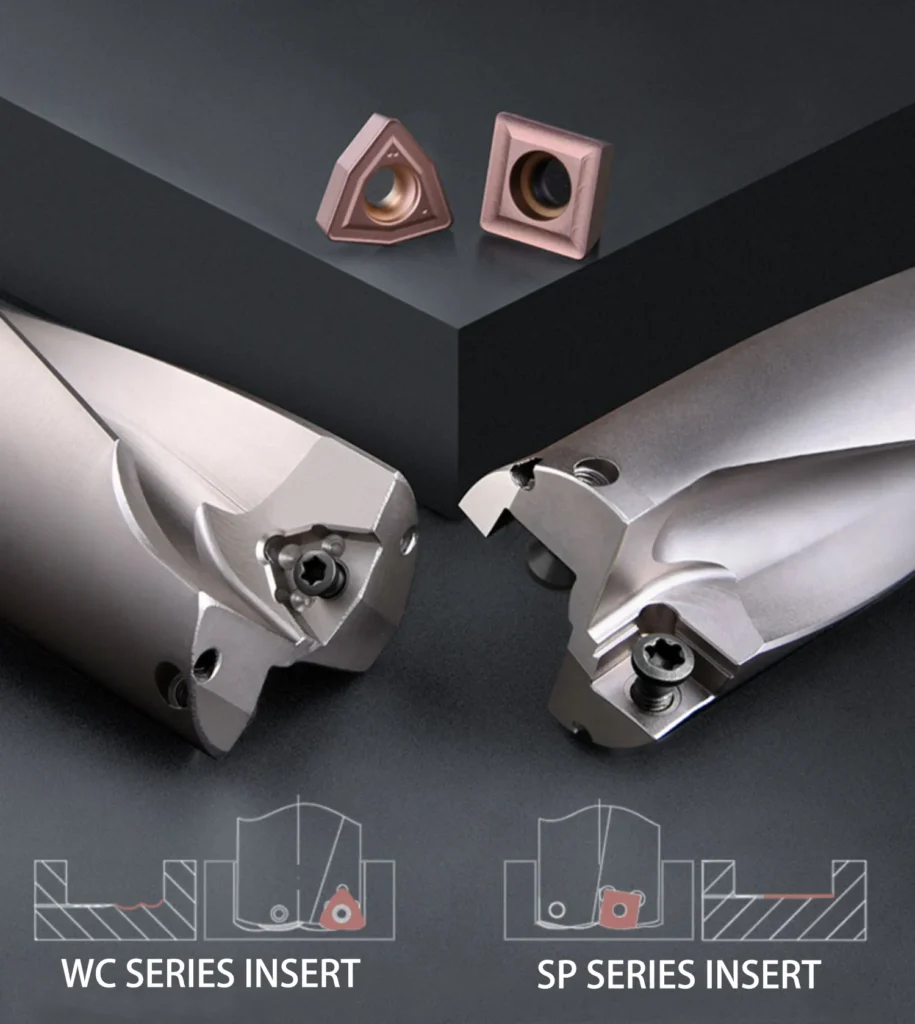
Different of WC&SP series insert
- Efficacité de traitement plus élevée des séries WC
- Le traitement de la série SP a un degré de finition plus élevé
- Les inserts de la série WC sont moins chers
- SP Series Usining Surface inférieure plate
- Les inserts de la série WC ont 3 bords de coupe.
- Les inserts de la série SP ont 4 bords de coupe.
Optimisé pour le cofficier plus profond
La vitesse d'élimination des puces plus rapide, qui affecte directement l'efficacité de l'usinage, la rainure d'élimination des puces plus profonde. L'amélioration de l'alimentation élevée et de la vitesse élevée, ne peut toujours pas accumuler de copeaux, pas d'insert collant, le chanfrein de bord est plus petit, optimiser et améliorer la rigidité du corps de forage U.

Conception de précision pour inhiber Insérer l'oscillation
Les bords de coupe centraux et périphériques précis peuvent inhiber efficacement l'oscillation lors de l'usinage avec une force uniforme; Réduisez le risque de se heurter des outils dans des environnements matériels difficiles à machine et offrez une meilleure précision / stabilité que les exercices rapides généraux.
Remarque: un insert avec un bord périphérique ne peut pas être utilisé comme bord central; De même, un insert de bord central ne peut pas être utilisé comme bord périphérique; Soyez prudent lors du remplacement du bord.

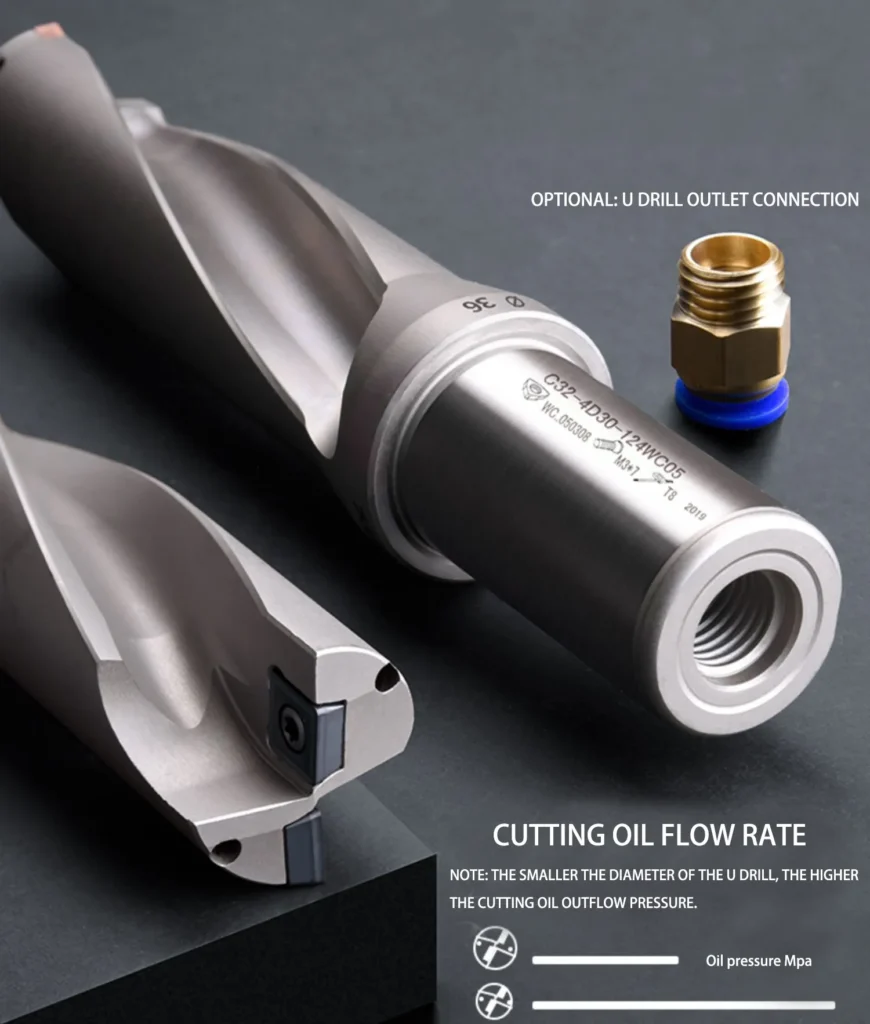
Trou d'huile à double vis alimentation
Les trous d'huile hélicoïdaux double protègent la durée de vie de l'insert et aident à refroidir le foret. Plus la taille de l'exercice rapide est petite, plus il est important de suivre un régime élevé / aliment élevé afin de minimiser la résistance à la coupe.
Contactez-nous pour plus d'informations !
U Formule commune d'usinage de forage
(Données de référence uniquement)
Vitesse de coupe (VC)
VC = DC * π * N / 1000
- DC (mm): diamètre de perceuse
- VC (m / min): vitesse de coupe
- n (rév / min): vitesse rotative
Exemple
La vitesse de la broche est de 1600rev / min, le diamètre de la perceuse est de 20 mm, la vitesse de coupe est: VC = DC * π * n / 1000 = 20 * 3,14 * 1600/1000 = 100 (m / min)
Vitesse d'alimentation (VF)
Vf = fr * n
- VF (m / min): vitesse d'alimentation
- FR (MM / REV): Montant de flux par révolution
- N (Rev / Min): vitesse de broche
Exemple
La vitesse de la broche est de 1350 min-1 et le diamètre de forage Ø12, trouvez la vitesse de coupe.
(Répondre)
Remplacer la formule
vf = f × n = 0,2 × 1350 = 270 mm / min
Cela donne la broche par minute par minute à 270 mm / min.
Temps de traitement des trous (TC)
Tc = ld * i / n * f
- TC (min): temps d'usinage
- I: Nombre de trous
- FR (MM / REV): Feed par révolution
- N (Rev / Min): vitesse de broche
- LD: profondeur de forage
Exemple
Un trou Ø15, 30 mm de profondeur est foré en acier SCM440. La vitesse de coupe est de 50 m / min et l'alimentation par révolution est de 0,15 mm / rév. Trouvez le temps de forage.
(Répondre)
Vitesse de broche n = (50 × 1000) ÷ (15 × 3,14) = 1061,57min-1
Tc = (30 × 1) ÷ (1061,57 × 0,15) = 0,188
= 0,188 × 60 = 11,3 secondes pour percer.
Taux d'élimination des métaux (Q)
Q = VC * DC * FN / 4
- VC (m / min): vitesse de coupe
- DC (mm): diamètre de perceuse
- FN (mm / r): alimentation

U paramètres de perceuse
(Données de référence uniquement)
| Matériels | Dureté | Vitesse de coupe | U Diamètre de perceuse | |||
| 17.5-22 | 22.2-30 | 30.5-40 | 40,5-50 | |||
| Aciers | 80-180 | 200-280 | 0.05-0.1 | 0.07-0.12 | 0.1-0.2 | 0.15-0.25 |
| Aciers | 150-225 | 150-220 | 0.05-0.12 | 0.08-0.15 | 0.12-0.25 | 0.18-0.28 |
| AFFAIRS ALLIAGES BAS | 150-260 | 160-220 | 0.06-0.12 | 0.08-0.18 | 0.15-0.3 | 0.2-0.3. |
| AFFAIRS ALLIAGES élevé | 150-240 | 120-180 | 0.05-0.1 | 0.06-0.15 | 0.12-0.2 | 0.18-0.25 |
| Aciers inoxydables | 150-250 | 100-200 | 0.05-0.1 | 0.07-0.12 | 0.12-0.2 | 0.15-0.22 |
| AFFAIRES DE TOLL | 170-270 | 120-200 | 0.05-0.12 | 0.07-0.15 | 0.12-0.22 | 0.15-0.25 |
| Fonte | 160-220 | 120-180 | 0.1-0.17 | 0.15-0.2 | 0.18-0.25 | 0.2-0.3 |
| Fonte en alliage | 150-260 | 110-180 | 0.08-0.14 | 0.12-0.18 | 0.15-0.22 | 0.18-0.25 |
| Alliage en aluminium | 40-140 | 250-350 | 0.075-0.15 | 0.1-0.18 | 0.15-0.25 | 0.18-0.3 |
| Couler en aluminium | 50-150 | 220-280 | 0.1-0.2 | 0.15-0.22 | 0.18-0.3 | 0.22-0.35 |
U Drillage de traitement des exigences en matière d'énergie
Afin d'utiliser véritablement l'effet d'usinage de la perceuse U, en plus du titulaire d'outils et de l'insertion, vous avez également besoin de la bonne machine afin que vous puissiez utiliser la véritable capacité d'usinage de la perceuse U.

Forage de surface irrégulier
Irrégulier
- Utilisez la perceuse la plus courte possible pour minimiser les tendances des vibrations et diminuer les effets de la déviation
- Valeurs de démarrage recommandés pour la vitesse de coupe et les aliments recommandés les plus bas
- Non recommandé pour 6–7 × DC lorsque le rayon concave est identique ou plus petit que le rayon de forage

Convexe
- Utilisez la perceuse la plus courte possible pour minimiser les tendances des vibrations et diminuer les effets de la déviation
- Valeurs de démarrage recommandés pour la vitesse de coupe et les aliments recommandés les plus bas
- Non recommandé pour 6–7 × DC lorsque le rayon concave est identique ou plus petit que le rayon de forage
Concave
- Utilisez la perceuse la plus courte possible pour minimiser les tendances des vibrations et diminuer les effets de la déviation
- Valeurs de démarrage recommandés pour la vitesse de coupe et les aliments recommandés les plus bas
- Non recommandé pour 6–7 × DC lorsque le rayon concave est identique ou plus petit que le rayon de forage
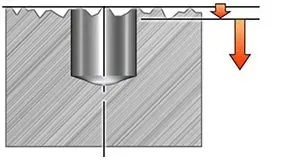
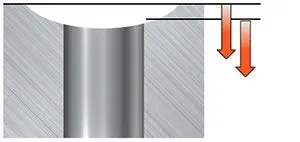
Forage de trous transversal
- Pour les trous de diamètre différent: percez d'abord le plus grand trou pour réduire la formation de bavure
- Commencez par une alimentation recommandée la plus basse pendant le passage des trous
- Non recommandé dans les matériaux à élan à long terme en raison de l'évacuation des copeaux lors de la traversée des trous

Surfaces inclinées ou inclinées, entrée
- Utilisez la perceuse la plus courte possible pour minimiser les tendances des vibrations et diminuer les effets de la déviation
- Commencez par la vitesse de coupe recommandée la plus basse et 1/3 de l'alimentation recommandée la plus basse (ou plus bas) jusqu'à ce qu'elles soient pleinement engagées, puis revenez à l'alimentation normale
- 4–5 × DC l'entrée inclinée peut être inclinée jusqu'à 15º
- 6–7 × DC l'entrée inclinée peut être inclinée jusqu'à 10º
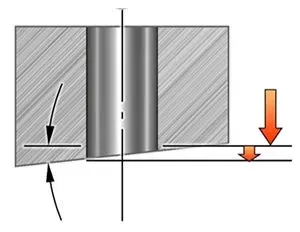
Surfaces inclinées ou inclinées, sortie
- Utilisez la perceuse la plus courte possible pour minimiser les tendances des vibrations et diminuer les effets de la déviation
- Valeurs de démarrage recommandées pour la vitesse de coupe et les aliments les plus bas recommandés (ou plus bas)
- 4–5 × DC La sortie inclinée peut être inclinée jusqu'à 15º
- 6–7 × DC La sortie inclinée peut être inclinée jusqu'à 5º
Forage surfaces incurvées asymétriquement
- Utilisez une perceuse la plus courte possible pour minimiser le foret à la flexion vers l'extérieur du centre, similaire à une surface inclinée
- Réduire l'alimentation à 1/3 du taux de pénétration initial pour une surfaces concaves
- Le rayon de la surface incurvée doit être plus grand que le rayon de forage
- Non recommandé pour les exercices 6–7 × CC

Trous pré-percés
- Pour maintenir la force de coupe équilibrée entre l'insert central et périphérique à un niveau acceptable, le trou pré-percé ne doit pas être plus grand que DC / 4
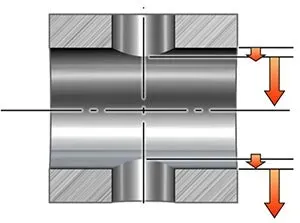
Forage de pile
- La minimisation de l'écart entre les plaques empilées est cruciale pour réussir le forage de pile. Cela peut être fait en serrant ou en soudant les plaques ensemble. Une bonne pratique courante consiste à insérer du papier industriel (épaisseur d'environ 0,5-1 mm (0,020-0,039 pouce)) entre les plaques pour niveler les irrégularités et amortir les vibrations. Comme la force axiale sera de plusieurs milliers de Newtons pendant le processus de forage, les supports de serrage sont une considération importante.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Contactez ONMY pour démarrer votre entreprise
Jetez un œil à la façon dont certains de nos clients perçoivent nos produits et services :
Nos avantages
- De nouvelles matières premières, première étape pour contrôler la qualité des produits.
- Ventes directes d'usine, refusé aux intermédiaires de gagner la différence de prix.
- Gestion 6S, processus standardisé, source pour éliminer les produits problématiques hors de l'usine.
- Des experts commerciaux professionnels résolvent la plupart de vos problèmes d’usinage.
- Garantie après-vente en cas de problème de produit, service 7 x 24 heures.