Forma: Rómbico (diamante) con un ángulo incluido de 80 grados.
Ángulo de despeje: 0 grados
Bordes cortantes: Doble cara, ofrece dos filos de corte por inserto para una mayor rentabilidad.
Geometrías rompevirutas: Existe una amplia gama de modelos de rompevirutas de distintos fabricantes. Se adaptan a materiales y operaciones de mecanizado específicos (desbaste, acabado, etc.).
Usos clave: Se utiliza principalmente para operaciones generales de torneado y algunos trabajos de refrentado en diversos materiales.
Materiales comunes para los que se utilizan los insertos CNMA
Hierro fundido: Adecuado para muchas aplicaciones de hierro fundido.
Ventajas de los insertos CNMA
Rentable: Gracias a su diseño de doble cara, ofrecen una mayor vida útil de la herramienta por plaquita.
Versátil: La gama de calidades y rompevirutas las hace adecuadas para muchas aplicaciones de mecanizado.
Forma geométrica fuerte: La forma de diamante de 80 grados proporciona resistencia y rigidez para su tamaño.
Consideraciones importantes
Adecue el grado a su material: Elegir el recubrimiento de la plaquita y la composición del sustrato adecuados es crucial para una vida útil y un rendimiento óptimos de la herramienta en el material específico que esté cortando.
Seleccione el rompevirutas adecuado: La geometría del rompevirutas influye considerablemente en la formación y la rotura de las virutas. Debe elegirse en función del material y del tipo de operación de mecanizado.
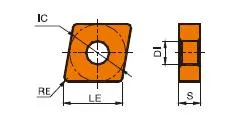
Dimensiones del inserto CNMA (ISO)
TIPO
DIAMENSIONES DE LOS INSERTOS CNMA(mm)
LE
IC
S
DI
RE
CNMA120404
12.9
12.7
4.76
5.16
0.4
CNMA120408
12.9
12.7
4.76
5.16
0.8
CNMA120412
12.9
12.7
4.76
5.16
1.2
CNMA120416
12.9
12.7
4.76
5.16
1.6
CNMA160608
16.1
15.875
6.35
6.35
0.8
CNMA160612
16.1
15.875
6.35
6.35
1.2
CNMA160616
16.1
15.875
6.35
6.35
1.6
CNMA190612
19.3
19.05
6.35
7.94
1.2
CNMA190616
19.3
19.05
6.35
7.94
1.6
Ejemplo: CNMA 120408
12: Círculo inscrito (CI) de 12,7 mm (aprox. 0,5 pulgadas)
04: Grosor de 4,76 mm (aprox. 0,187 pulgadas)
08: Radio de esquina de 0,8 mm (aprox. 0,031 pulgadas)
Dimensiones clave
Círculo inscrito (CI): El diámetro del círculo más grande que cabe en el inserto. Los tamaños de CI más comunes son:
12,7 mm (0,5″)
16 mm (0,63″)
19,05 mm (0,75″)
Grosor: Influye en la resistencia de la plaquita y en el número de filos de corte utilizables. Los espesores más comunes son:
3,18 mm (0,125″)
4,76 mm (0,187″)
6,35 mm (0,25″)
Radio de esquina: Afecta al acabado superficial y a la resistencia en el filo de corte. Los tamaños más comunes son:
La ciencia de las plaquitas de metal duro: Cómo se fabrican y por qué son tan resistentes
Las plaquitas de metal duro son unas de las herramientas de corte más versátiles y duraderas que existen. Pero, ¿cómo se fabrican? ¿Y qué las hace tan resistentes? En este vídeo, exploraremos la ciencia que hay detrás de las plaquitas de metal duro, desde las propiedades del carburo de tungsteno hasta el proceso de fabricación.
Nuestra capacidad de producción
Encuentre el inserto CNMA perfecto para su aplicación: ¡obtenga ayuda de expertos!
Lo que necesita es un verdadero veterano de la industria de herramientas CNC. Deje que las herramientas ONMY le ayuden a convertirse en el número 1 del sector.