Guía detallada sobre la tecnología de mecanizado de roscas metálicas
.")
Como proveedor de herramientas de corte orientado a los mercados internacionales, hemos optimizado este artículo para centrarnos en las normas internacionales, las tendencias globales y los casos prácticos relevantes para regiones como Norteamérica, Europa y Oriente Medio. Hemos hecho hincapié en las normas ISO, ASME y API, y hemos incorporado datos del mercado mundial (por ejemplo, el mercado global herramientas de roscado Se prevé que el mercado crezca a una tasa compuesta anual del 7,21 % entre 2026 y 2033, con un crecimiento clave en los sectores del petróleo y el gas y la automoción, y destaca a proveedores como Sandvik, Kennametal y Cole Carbide. Esto garantiza su relevancia para los ingenieros, maquinistas y equipos de compras internacionales en aplicaciones de herramientas de corte. La estructura sigue siendo fácil de leer, con explicaciones ampliadas, cálculos, guías paso a paso, figuras y elementos interactivos como conclusiones clave y preguntas y respuestas para una mejor comprensión.
Introducción: El papel estratégico del mecanizado de roscas en la fabricación mundial de metales
El roscado es un proceso fundamental en el mecanizado de metales, esencial para la fijación, la transmisión de potencia y el sellado a alta presión en todas las industrias. A nivel mundial, el roscado está presente en más de 60% de componentes mecánicos, con un mercado de herramientas de roscado valorado en miles de millones en 2025 y con una previsión de crecimiento de una tasa compuesta anual del 7,2% entre 2026 y 2033, impulsado por la demanda de los sectores del petróleo y el gas, la automoción y la aeronáutica en Norteamérica y Europa. Regiones clave como Estados Unidos y la Unión Europea representan cuotas significativas, con Asia-Pacífico emergiendo rápidamente.
¿Por qué es tan importante el roscado? Porque afecta a la fiabilidad, la seguridad y los costos de los productos. Por ejemplo, en 2020, un incidente en una plataforma petrolífera del Mar del Norte provocó un fallo en la rosca API, lo que causó fugas y pérdidas por valor de más de 10 millones de dólares. En el mecanizado de precisión, un error de paso de 0,05 mm en el tornillo de transmisión puede reducir la precisión de ±0,01 mm a ±0,05 mm, lo que provoca altas tasas de rechazo.
Esta guía ofrece información “desde lo básico hasta el dominio”, incluyendo fórmulas, herramientas de optimización y árboles de resolución de problemas. Ideal para proveedores y usuarios de herramientas de corte en el extranjero, su objetivo es reducir las tasas de desechos en un 30% y aumentar la eficiencia en un 25% a través de conocimientos prácticos.
Conclusión principal: Los fallos en las roscas suelen deberse a una selección o un mecanizado inadecuados; la optimización temprana de los estándares globales permite ahorrar costes sustanciales.
Clasificación completa de tipos de hilos y guía de selección
Los hilos se clasifican por función y perfil para facilitar su aplicación global.. Analicémoslo paso a paso:
Roscas de uso general (fijación)Ángulo de flanco de 60°. Métrico ISO (por ejemplo, M6×1, diámetro exterior 6 mm, paso 1 mm), grueso para montaje general (M10×1.5), fino para áreas propensas a vibraciones (M10×1.25). Pulgadas unificadas UN (UNC grueso como 1/4-20UNC, UNF fino). Roscas para tuberías: BSPT (British Standard Pipe Taper, cónica autosellante), NPT (National Pipe Thread, estándar estadounidense, conicidad 1:16). Ejemplo: los pernos de chasis de automóviles suelen utilizar roscas laminadas ISO gruesas por su alta resistencia y bajo costo.
Hilos de transmisión (transferencia de potencia): Céntrese en la eficiencia y la carga. ACME trapezoidal (ángulo de 29°, eficiencia 80-90%), fórmula: Eficiencia η = tan(α/2) / (tan(α/2) + f), α=29°, f=fricción 0,1-0,15. Contrafuerte (cara de carga de 3°, cargas pesadas unidireccionales como gatos); Cuadrado (máxima eficiencia >95%, pero menor resistencia); Husillos de bolas (fricción por rodadura, eficiencia >90%, holgura ajustable a 0). Ejemplo: los ejes Z de las máquinas CNC utilizan ACME 1-1/2×0,25, fuerza axial F = T / (η * P / 2π), T=par, P=paso.
Roscas para petróleo y gas (sellado de alta presión): Priorizar el sellado y la resistencia al par. API redondo (STC redondo corto, LTC redondo largo, BTC contrafuerte con reborde de par); contrafuerte (perfil trapezoidal); Conexiones premium (por ejemplo, VAM TOP, Tenaris Hydril, sellado metal-metal + reborde de torsión, CAL IV clasificado para una presión >100 MPa, 1000 ciclos sin fugas). Ejemplo: Las tuberías de aguas profundas utilizan BTC, par de apriete de sellado M = F * r * μ, F = precarga, r = radio del reborde, μ = 0,15.
Hilos especiales: Multi-inicio (2-4 inicios para velocidad, por ejemplo, elevadores); Paso variable (antiaflajamiento); Compuestos izquierdos/derechos (autobloqueantes); Micro-roscas (por debajo de M1 para implantes médicos, tolerancia IT3); Aeroespacial Hi-Lok (anillo de bloqueo integrado).

Tabla comparativa de selección ampliada (Con ejemplos de cálculo):
| Aplicación | Tipo de carga | Hilo recomendado | Razones principales | Ejemplo de cálculo de selección |
|---|---|---|---|---|
| Fijación general | Tracción | Laminado grueso ISO | Bajo costo, alta resistencia | M10×1,5, tensión σ = F/(πd²/4) > 800 MPa |
| Transmisión pesada | Empuje unidireccional | Contrafuerte/ACME | Gran superficie de apoyo | ACME 1×0,2, eficiencia η≈85% |
| Tubería para campos petrolíferos | Sello de alta presión | Conexión Premium | Hermético al gas + Resistente al torque | BTC 5-1/2″, par motor 8000 Nm |
| Máquinas de precisión | Bidireccional | Tornillo de bolas | Alta eficiencia, bajo retroceso | Holgura Δ=0,005 mm, precisión ±0,01 mm |

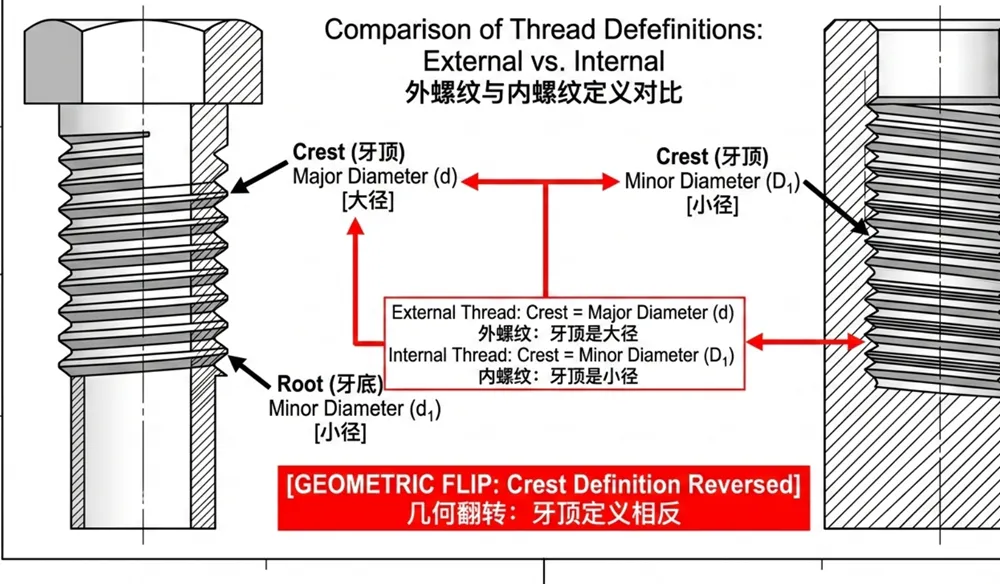
[Figura 2: Modelo comparativo del perfil de rosca en 3D (vista giratoria con ángulos, paso P, diámetro efectivo d2, altura h; fórmula h=0.866P para perfiles de 60°)]
Conclusión principal: Priorizar la carga y el entorno, y luego comparar mediante una tabla para evitar un diseño excesivo y reducir costos. Preguntas y respuestas de los lectoresP: ¿Cómo se calcula la resistencia de una rosca? R: Utilice un software de elementos finitos o σ = 4F/(πd2²), donde d2 es el diámetro efectivo.
Explicación de las normas internacionales y los sistemas de tolerancia
Las normas garantizan la interoperabilidad global. A continuación se ofrece un desglose claro:
Hilos de uso general: ISO 965 (perfiles métricos, tolerancias como 6g de diámetro medio externo con una desviación inferior de -0,02 mm, 6H interno); ASME B1.1 (Unificado UN, basado en pulgadas).
Hilos de transmisión: ASME B1.5 (ACME); ISO 2901 (trapezoidal métrico); DIN 103 (equivalentes a contrafuertes).
Hilos sobre petróleo y gas: API Spec 5B (16.ª ed., 2017) para dimensiones y calibración; API 5CT para especificaciones de tuberías; ISO 13679 para niveles de sellado CAL I-IV (CAL I: agua básica; CAL IV: gas extremo + flexión).
Fundamentos de la tolerancia: Error de paso ΔP = ±0,015√L (L = longitud de acoplamiento en mm); la tolerancia del diámetro efectivo afecta al ajuste, ovalidad <0,01 mm; roscas de tubería cónicas 1:16, superficie de sellado Ra≤3,2 μm. Impacto: las tolerancias estrictas aumentan los costos 20%, las tolerancias holgadas aumentan el riesgo de fugas.
Ejemplo: 3/4-10UNC, tolerancia 2A, diámetro efectivo d2=0,6850 -0,0015/0 pulgadas.
Conclusión principal: Prefiera ISO/ASME para garantizar la compatibilidad global; compruebe la API para petróleo y gas a fin de garantizar la intercambiabilidad.
.")
Métodos de mecanizado de roscado: comparación y selección
Sección técnica principal: comparación de métodos con operaciones paso a paso para usuarios de herramientas en el extranjero.
Métodos de conformado de virutas (alta precisión):
- Torneado: Tornos manuales o CNC con ciclos G76 (parámetros: X final, Z inicio, P paso, Q avance mínimo, R relieve). Pasos: 1. Alineación de la herramienta (láser para el diámetro efectivo); 2. Profundidad decreciente de múltiples pasadas (primera ap=0,3P, última 0,05P); 3. Refrigerante a alta presión. Adecuado para prototipos. Ejemplo: acero AISI 1045 3/4-16UN, Vc=500-700 pies/min, f=P=0,0625 pulgadas/rev.
- Fresado: fresas CNC para roscas (multidientes o monopunto), excelentes para diámetros grandes (>2″) o múltiples pasadas. Macro: interpolación helicoidal G02/G03.
- Grosado: Grosadores rígidos (husillo sincronizado) o fresas helicoidales. Evite roturas con ciclos de picado.
Conformado sin virutas (eficiente, endurecimiento superficial):
- Laminado: Matrices planas (alto volumen) o ruedas cilíndricas (precisión). Principio: la deformación plástica induce tensión compresiva, lo que aumenta la vida útil frente a la fatiga entre 3 y 10 veces. Datos: AISI 1045 laminado Ra=8μin, dureza +20%. Pasos: 1. Diámetro efectivo previo al torneado d2= mayor – 0,5P; 2. Aplicar una fuerza de 10-20 toneladas; 3. Velocidad 150-250 pies/min.
- Extrusión: en frío para el aluminio, en caliente (1100 °F) para el titanio.
Rectificado y precisiónRectificadoras de roscas (muelas rectificadas), para una precisión IT5 tras el tratamiento térmico.
Estrategias específicas para cada material:
- Inoxidable: Vc bajo = 300 pies/min, herramientas con recubrimiento de TiCN para evitar el desgaste.
- Titanio: refrigerante a alta presión >700 psi, velocidad lenta f=0,004 pulgadas/rev para evitar grietas por calor.
- Superaleaciones: Insertos CBN, corte en seco o con MQL.
Árbol de decisión para la selección del método (Estilo diagrama de flujo):
- Volumen >10,000 y buena ductilidad → Laminado (ahorro de costos 50%).
- Tolerancia IT4 y dureza >45 HRC → Rectificado.
- Grandes diámetros para yacimientos petrolíferos: torneado CNC + hombros laminados + recubrimiento de fosfato.
Comparación: el torneado ofrece versatilidad, pero a menor velocidad; el laminado aumenta la eficiencia para la producción en masa.
Conclusión principal: Prefiera sin chips para el volumen; utilice árbol para la selección.
.")
Equipos, herramientas y accesorios: desglose completo
Una configuración adecuada aumenta la eficiencia 30% para proveedores globales.
- Equipo clave: Híbridos de torneado y fresado DMG Mori CTX (multieje); Mazak Integrex (especialista en fresado de roscas); CNC Haas VF; rodillos Gleason P90 (yacimientos petrolíferos); rectificadoras Reishauer RZ (transmisión de precisión).
- Sistemas de herramientas: Indexable Insertos (Sandvik CoroThread 266, geometría: ángulo de inclinación de 5°, ángulo de despeje de 7°); machos de carburo sólido (Kennametal); ruedas de laminación (Cole Carbide, material SKD11, vida útil de 100 000 piezas).
- Partidos: Mandriles de pinza (antideformación); portaherramientas con amortiguación de vibraciones (reducción 90%); portatapones flotantes (compensación de errores axiales).
- Consejos de programación: Fanuc G76 (código: G76 P021060 Q0.002 R0.001; G76 X0.709 Z-2. P0625 Q012 F0.0625); Macros de fresado de roscas con variables #100=paso.
Consejo: Vida útil de la herramienta L = (C/Vc)^n * 60/T, C=constante, n=exponente.
Conclusión principalEquipo y herramientas compatibles; las macros simplifican la programación.
Optimización de parámetros de proceso y controles inteligentes
Los parámetros definen el éxito: optimice para reducir los desechos 20%.
Tabla de parámetros ampliada (Por material):
| Material | Método | Vc (pies/min) | f (pulgadas/revolución) | ap (en) | Estrategia de enfriamiento |
|---|---|---|---|---|---|
| Acero al carbono 1045 | Girar | 500-720 | P | Disminución de 0,012-0,002 | Alta presión interna >400 psi |
| Acero inoxidable 304 | Rodando | – | – | Fuerza de 10 toneladas | Lubricación mínima MQL |
| Titanio Ti-6Al-4V | Fresado | 130-200 | 0.004 | 0,2P | Alta presión + amortiguación de vibraciones |
Pasos de optimización: 1. Ensayos de referencia; 2. Matrices ortogonales de Taguchi; 3. Simulación (por ejemplo, Deform para la predicción de deformaciones).
Controles inteligentes: Sensores de vibración (umbral <200 μin/s, reducción automática f); Compensación térmica (temperatura del láser, ajuste del eje Z); Adaptación mediante IA (Vc automático +10% a partir de los datos).
Ejemplo: giro de 1045, línea de base Vc=590, optimizado 720, rendimiento +22%.
Conclusión principal: Comience con una tabla y perfecciónela mediante experimentos.
Defectos comunes: análisis, causas y soluciones
Solución de problemas de defectos como diagnósticos: utilice árboles para una resolución rápida.
Tabla ampliada de defectos + soluciones:
| Defecto | Análisis de causas | Prevención | Remedio |
|---|---|---|---|
| Perfil incompleto/rebabas | Punta de herramienta sobredimensionada o sin bisel | Chaflán previo al giro C=0,5P | Desbarbado manual + Torneado de acabado |
| Error de acumulación de tono | Fallo del encoder del husillo o discrepancia en el parámetro Q | Calibrar la escala de rejilla, alinear la primera pasada G76. | Reprogramar + Medir compensación |
| Diámetro efectivo sobredimensionado/ovalidad | Altura de la herramienta desactivada o vibración | Alineación láser + Soporte amortiguado | Corrección de rectificado |
| Desgaste/rayaduras en yacimientos petrolíferos | Lubricante deficiente, par excesivo | Compuesto de rosca, hombro <63 μin | Fosfato + Limpio |
| Transmisión Holgura excesiva | Presión insuficiente del rodillo | Calibrar a 15 toneladas. | Ajustar o reemplazar el par |
Específico para el aceite: hombro de torsión desigual (causa: vibraciones; solución: torneado de acabado lento).
Árbol de diagnóstico: Síntoma → Causa raíz → Prueba (verificación del medidor) → Solución.
Conclusión principal: 80% a partir de los parámetros: supervisar con antelación.
Inspección de calidad, criterios de aceptación y herramientas de metrología
La inspección garantiza el cumplimiento de las normas para las exportaciones globales.
Herramientas generales: Calibres de anillo y tapón (apto/no apto); proyectores de perfiles (aumento angular de 50x); CMM (escaneo paramétrico completo, precisión de 0,00004″).
Específico para petróleo y gas: Calibres API 5B (maestro/de trabajo, conicidad/altura); bancos de torsión (simulación de campo, 6000-9000 ft-lb); pruebas de sellado de gas ISO 13679 (ciclos de presión).
No destructivo: Partículas magnéticas (grietas superficiales); ultrasonidos (internas); penetrante fluorescente (juntas).
Integración SPCControl estadístico de procesos, CpK>1.33 para la estabilidad. Distribuciones de diámetro efectivo en Excel.
Pasos: 1. Muestreo 10%; 2. Registro de datos; 3. Análisis de varianza.
Conclusión principal: Herramientas + SPC = >99% de rendimiento.
Aplicaciones industriales: casos prácticos y análisis de costo-beneficio
Ejemplos reales para mercados internacionales.
Caso de petróleo y gas: K&B Industries (EE. UU.) conexiones roscadas de alta calidad para Halliburton/BP. Proceso: torneado CNC + hombros laminados + fabricación. Resultado: más de 100 roscas con licencia, mayor resistencia al par y a la presión; reducción del tiempo de ciclo en 30%, reducción de costos en 18% (ahorro en herramientas de 10%). Desglose de costos: materiales 40%, mecanizado 30%, inspección 10%, desechos 20%.
Industria de mecanizado: Tornillo de avance ACME para CNC. Laminado + rectificado según IT5. Vida útil de 80 000 a 250 000 ciclos, costos por volumen -45% (laminado frente a torneado).
Sujeciones para automoción: Línea de pernos laminados 3/8-16UN. 5 millones al año, fatiga +60%, desechos <0,3%. Retorno de la inversión: 1,5 años.
Análisis global: la eliminación de <21 TP3T ahorra 151 TP3T; la automatización reduce la mano de obra en 201 TP3T.
Conclusión principalLos casos muestran un retorno de la inversión inferior a dos años con la optimización.
Tendencias y perspectivas futuras
El roscado evoluciona hacia prácticas globales inteligentes y sostenibles.
Fabricación inteligente: Parámetros adaptativos de IA (ajuste de Vc basado en vibraciones); gemelos digitales (predicción de defectos 50%); inspección en tiempo real con 5G.
Procesos ecológicos: MQL/laminado en seco (80% menos fluido); torneado asistido por láser (titanio Vc +50%); aditivo + postlaminado (micros personalizados, -40% de costo).
Tendencias mundiales en el suministroLos mercados extranjeros prefieren las herramientas de carburo (CAGR 7,21 TP3T); proveedores como Sandvik lideran las conexiones de alta gama.
Conclusión: El roscado es la base de la fabricación de precisión: ¡aplique esta guía para mejorar sus operaciones globales! Comparta sus retos en los comentarios para recibir respuestas en la sección de preguntas y respuestas o una plantilla Excel gratuita para tarjetas de proceso (descargable al final).
Plantilla de Excel para la tarjeta de proceso de roscado: Datos sobre materiales, parámetros, defectos; informes automáticos.
Preguntas frecuentes
Referencias (Ampliadas)
[1] ISO 965-1:2013 Roscas métricas: tolerancias. Organización Internacional de Normalización.
[2] Especificación API 5B, 16.ª edición, 2017. Instituto Americano del Petróleo.
[3] ISO 13679:2019 Petróleo y gas natural: pruebas de conexión. ISO.
[4] ASME B1.1-2019 Roscas unificadas en pulgadas. Sociedad Estadounidense de Ingenieros Mecánicos.
[5] Taguchi G. Introducción a la ingeniería de calidad. Organización Asiática de Productividad., 1986.