Rosca interna frente a rosca externa

Las roscas son los héroes olvidados de la ingeniería mecánica, ya que mantienen unido el mundo moderno de forma silenciosa. Desde los tornillos microscópicos que fijan la placa base de su teléfono inteligente hasta los enormes pernos estructurales que estabilizan un puente colgante, todas estas conexiones dependen de un emparejamiento geométrico perfecto. En el corazón de este apretón de manos mecánico se encuentra la distinción fundamental entre roscas externas e internas.
Aunque deben compartir exactamente el mismo perfil teórico de rosca (como una métrica o un estándar unificado) para encajar perfectamente, su geometría física en el mundo real es completamente opuesta.
Una rosca externa se mecaniza en la superficie exterior de un cilindro o cono; piense en un perno o tornillo clásico. En el caso de una rosca externa, la lógica geométrica es sencilla: el diámetro mayor es la distancia entre crestas, que representa el ancho exterior máximo del cilindro. Por el contrario, el diámetro menor se mide en la base de las roscas, lo que representa el núcleo más delgado y estructuralmente más vulnerable de la pieza.
Por otro lado, una rosca interna se corta en la superficie interior de un orificio, exactamente igual que las roscas del interior de una tuerca o un bloque de motor. Aquí, la perspectiva geométrica se invierte. El diámetro mayor queda ahora oculto en lo profundo de las raíces de la rosca: es la parte más ancha del corte dentro del orificio. El diámetro menor representa las crestas de las roscas internas, lo que, en términos prácticos de mecanizado, se corresponde directamente con el tamaño del orificio inicial que se debe perforar antes de cortar las roscas.
Comprender esta relación geométrica “invertida” no es solo un ejercicio teórico, sino el primer paso fundamental para cualquier ingeniero o maquinista. Determina todo, desde cómo calculamos las tolerancias hasta las herramientas de corte específicas que seleccionamos en el taller.
Función y relación de apareamiento
Función y papel en el apareamiento
- Rosca externa (rosca macho / rosca de tornillo externa): Actúa como componente activo e insertable. Normalmente se encuentra en el perno, tornillo, espárrago, tornillo de avance o cualquier elemento de fijación macho que se acopla a la rosca interna.
- Rosca interna (rosca hembra / rosca interna): Actúa como componente pasivo y receptor. Se encuentra normalmente en tuercas, orificios roscados en carcasas, insertos roscados, bridas o cualquier pieza que acepte y sujete la rosca externa.
Características de carga durante el apriete/carga axial Cuando una unión roscada se somete a una carga de tracción (se separa), las fuerzas actúan de manera diferente en cada lado debido a la geometría:
| Aspecto | Roscado externo (en perno/tornillo) | Rosca interna (en tuerca/orificio) |
|---|---|---|
| Carga primaria en el flanco del hilo | El flanco de la rosca transfiere la fuerza axial. | El flanco de la rosca transfiere la fuerza axial. |
| Tensión en el diente de la rosca | La cresta dental (parte superior) está comprimida. | La raíz del diente (parte inferior) está comprimida. |
| Tensión en la raíz del hilo | La raíz del diente (zona del filete) sufre tensión (zona más crítica). | La cresta dental experimenta tensión por tracción. |
| Ubicación típica de la concentración de tensiones | Alta concentración de tensiones en el filete de la raíz de la rosca (efecto de muesca + carga de tracción) | El estrés está más distribuido, pero los primeros hilos comprometidos soportan una carga desproporcionadamente alta. |
| Distribución de la carga | Más uniforme en todas las roscas enganchadas (pero sigue siendo más alto en las primeras roscas). | Muy desigual; los primeros 3-5 hilos suelen soportar entre el 60 % y el 80 % de la carga total (dependiendo del paso, el material y el ajuste). |
| Ventaja en cuanto a resistencia | Capacidad de resistencia a la tracción generalmente mayor (sección transversal sólida, área de la raíz mayor en relación con la tensión). | Menor resistencia inherente debido a la reducción del material alrededor del orificio y al riesgo de tensión circunferencial. |
| Modo de falla común (bajo sobrecarga/fatiga) | Fractura de la raíz de la rosca, inicio de grieta por fatiga en el filete de la raíz, rotura por tracción del vástago. | Desgaste de roscas (fallo por cizallamiento de las roscas internas), dilatación/rotura de tuercas, fallo por extracción. |
Perspectiva clave de ingeniería
- En la mayoría de las uniones atornilladas estándar, los ingenieros diseñan de manera que la rosca externa (perno) falle primero por tensión (estrangulamiento dúctil/rotura del vástago), en lugar de dañar la rosca interna, lo que se considera un modo de fallo más seguro y predecible (el perno se rompe, pero la tuerca/carcasa permanece intacta).
- Las roscas internas son más propensas a desgastarse debido a que:
- El material que soporta las roscas es anular (menor área transversal).
- La tensión de tracción circunferencial tiende a expandir la tuerca/el orificio.
- La carga se concentra en los primeros hilos.
- En aplicaciones de alta resistencia (pernos de grado 8/10.9/12.9), la tuerca suele fabricarse ligeramente más blanda que el perno para favorecer la rotura del perno antes que el desgaste de la tuerca.
Las roscas externas suelen soportar cargas de tracción a través de la tensión de la raíz y ofrecen una mayor resistencia general, mientras que las roscas internas soportan cargas de compresión en la raíz, pero son más vulnerables al desgaste y al reventón del aro; por lo tanto, la prioridad en el diseño suele ser proteger la rosca interna contra la sobrecarga.
Métodos de mecanizado y rutas de proceso
Cuando pasamos de la teoría geométrica a la realidad del taller mecánico, las diferencias entre las roscas externas e internas se vuelven claramente físicas. Toda la estrategia de fabricación de una rosca viene dictada por un factor crítico: la accesibilidad. Esta única variable determina la facilidad con la que una herramienta de corte puede penetrar en el material, la eficacia con la que el refrigerante puede llegar a la zona de corte y, lo que es más importante, el lugar al que irán a parar las virutas de metal.
Mecanizado externo: la ventaja del “aire libre”
El mecanizado de una rosca externa es, por lo general, un proceso muy accesible. Dado que la operación se realiza en el exterior de un cilindro, se trata de un entorno de corte “abierto”. El refrigerante puede verterse directamente sobre el filo de corte y las virutas de metal pueden caer de forma natural de la pieza de trabajo.
Esta libertad permite una amplia variedad de métodos de fabricación de alta eficiencia:
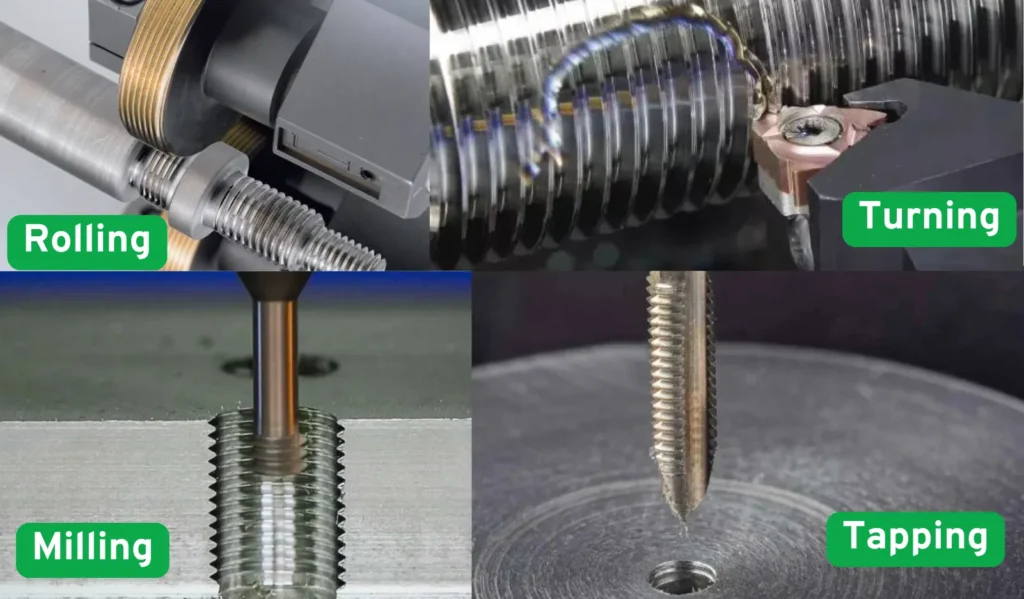
- Torneado de roscas: Uso de un torno con un solo punto inserto roscado es el estándar en cuanto a precisión y flexibilidad.
- Roscado de roscas: Para la producción en masa y los sujetadores de alta resistencia (como los pernos para automóviles), el laminado es el rey indiscutible. En lugar de cortar el metal, las matrices de acero endurecido presionan y forjan en frío el perfil de la rosca en la pieza en bruto. Esto no produce virutas y aumenta significativamente la resistencia a la fatiga de la rosca mediante el endurecimiento por deformación.
- Roscado con matrices: Se utiliza a menudo para reparaciones manuales o configuraciones rápidas en tornos manuales.

Mecanizado interno: el desafío claustrofóbico
El corte de roscas internas, especialmente en agujeros ciegos (agujeros que no atraviesan completamente la pieza), es una tarea completamente diferente. El entorno de mecanizado es cerrado y claustrofóbico. El refrigerante tiene dificultades para llegar al fondo del agujero, y la evacuación de virutas se convierte en el principal enemigo del ingeniero. Una viruta atascada puede romper instantáneamente una herramienta de corte, destruyendo tanto la herramienta como, potencialmente, la costosa pieza de trabajo.
Para sortear estas restricciones, los maquinistas recurren a técnicas especializadas:
- Tapping: El método más común para agujeros pequeños y medianos. Los machos son herramientas rotativas especializadas que cortan roscas a medida que se introducen en el agujero. Para agujeros ciegos, se utilizan mucho los machos con ranuras en espiral, ya que su geometría extrae activamente las virutas del agujero, de forma muy similar a una broca.
- Interno Torneado de roscas (Aburrido): Se utiliza para agujeros más grandes en un torno. El principal reto aquí es la rigidez de la herramienta. La plaquita de corte debe montarse en una barra de mandrinar que llegue al interior del agujero. Si el agujero es profundo, la elevada relación entre la longitud y el diámetro (L/D) hace que la herramienta sea muy susceptible a las vibraciones y a las “vibraciones”, lo que arruina el acabado de la rosca.
- Fresado de roscas: Una técnica CNC avanzada en la que un dispositivo giratorio fresa gira en espiral por el orificio. Genera virutas más pequeñas que se eliminan fácilmente y es muy adecuado para el mecanizado de materiales duros o roscas internas muy grandes en las que un macho requeriría un par de torsión excesivo.
| Dimensión | Rosca externa (macho/externa) | Rosca interna (hembra/interna) | Comparación de dificultad/costo/riesgo | Notas de aplicación típicas |
|---|---|---|---|---|
| Principales métodos de procesamiento | 1. Laminado de roscas (el más adecuado para la producción en masa) 2. Torneado de un solo punto (torno) 3. Matrices de laminado de roscas/matrices planetarias (laminado con matriz) 4. Fresado de roscas 5. Rectificado de roscas (para ultraprecisión) | 1. Conformado/roscado por flujo (conformado en frío sin virutas) 2. Fresado de roscas (altamente flexible) 3. Roscado por corte (tradicional) 4. Torneado interno de un solo punto (torno) 5. Brochado/empuje (poco frecuente, diámetros grandes) | Internamente, mucho más duro en general. | Externo: predomina el laminado; interno: rápido crecimiento del conformado/fresado. |
| Requisitos de rigidez de las herramientas | Bajo (saliente corto, superficie externa abierta) | Muy alto (herramienta larga y delgada/saliente del macho de roscar, propenso a vibraciones/roturas) | Interno >> Externo | Los componentes internos de diámetro pequeño (M3 y menores) son los más resistentes. |
| Dificultad para evacuar las virutas | Extremadamente fácil (las fichas salen disparadas hacia afuera, espacio abierto) | Extremadamente difícil (agujero cerrado, las virutas pueden atascarse, acumularse y romper la herramienta). | Interno >> Externo | Los componentes internos de los agujeros ciegos son el mayor dolor de cabeza. |
| Acceso al refrigerante/lubricante | Fácil (posibilidad de inundación externa o a través de la herramienta, llega directamente a la zona de corte) | Difícil (requiere refrigeración a través de la herramienta, alta presión o MQL; de lo contrario, se produce sobrecalentamiento/adherencia). | Internamente mucho más difícil | Los materiales resistentes (titanio, acero inoxidable) requieren alta presión para las piezas internas. |
| Vida útil de las herramientas | Más largo (rodamiento casi ilimitado; buen giro/fresado) | Más cortos (especialmente los tapones de corte de diámetro pequeño: a menudo solo decenas o cientos de orificios). | En muchos casos, entre 5 y 20 veces más corto internamente. | El roscado interno de gran volumen requiere cambios frecuentes de herramienta. |
| Tiempo de ciclo / Velocidad de procesamiento | Rápido (rodamiento: segundos por pieza; giro también rápido) | Más lento (el roscado requiere baja velocidad + picado/marcha atrás; el fresado es flexible, pero la trayectoria es más larga). | Interno 30%–200% más lento | El laminado externo masivo tiene una ventaja abrumadora en cuanto a velocidad. |
| Límite de diámetro pequeño (métrico) | M1.0–M0.8 sigue siendo relativamente factible. | M1.0 e inferiores muy difíciles; M1.2-M1.4 ya difíciles; M0.8- a menudo requiere procesos especiales. | Interno más limitado | Hilos diminutos para uso médico/aeroespacial, a menudo diseñados externamente. |
| Especificaciones más difíciles | Paso grueso grande, roscas ultralargas, tubos de pared delgada (riesgo de vibración/deformación) | Agujeros profundos de diámetro pequeño + paso fino, agujeros ciegos, materiales de alta dureza (HRC>40), superaleaciones (Inconel, Ti) | - | Persiana interna + fina + difícil de cortar = combinación de pesadilla |
| Acabado y resistencia de la superficie | Laminado óptimo (endurecimiento en frío, Ra 0,2-0,4 µm, resistencia a la fatiga +30-50%) | Formado por roscado óptimo (refinamiento del grano, alta resistencia similar al laminado); corte por roscado inferior. | Laminado externo > Conformado interno > Otros | Las piezas sometidas a gran fatiga dan prioridad a las laminadas externas o las conformadas internas. |
| Clasificación de costos (producción en masa) | Laminado más bajo → Laminado con matriz → Torneado/Fresado → Rectificado | Grosero de roscado más bajo (sin virutas) → Fresado de roscas (herramientas flexibles pero caras) → Roscado por corte (herramientas baratas pero de corta duración) | Costo interno generalmente más alto | El laminado externo es el rey en cuanto a relación costo/rendimiento para grandes volúmenes. |
| Problemas y riesgos comunes | Superficie en blanco deficiente antes del laminado → rotura del troquel Laminado/torneado de paredes delgadas → ovalidad/expansión Vibración que provoca errores de paso | Rotura de la broca (el desastre más común) Rosca incompleta en agujeros ciegos Rebote excesivo después del conformado/corte Mala evacuación de virutas → desgaste/rotura | Riesgo interno mucho mayor | La extracción de un grifo roto en el interior puede resultar extremadamente costosa. |

La lógica inversa de la inspección de hilos
En el mundo de la fabricación de precisión, no se puede controlar lo que no se puede medir. Al igual que las características geométricas de las roscas externas e internas están invertidas, las herramientas utilizadas para inspeccionarlas son exactamente lo contrario de las piezas que miden. Para verificar la calidad de una rosca en el taller, los operarios utilizan básicamente una pieza de acoplamiento “perfecta” para probar la pieza recién mecanizada, basándose en gran medida en el principio de «pasa/no pasa».
Inspección de roscas externas
Alrededor de la parte Al evaluar una rosca externa, como la de un tornillo, lo más importante es determinar si se enrosca correctamente en una tuerca estándar sin quedar demasiado floja.
- Calibres de rosca: La herramienta estándar en el taller es el calibre de anillos roscados. Se presenta en un par: el anillo “Go” y el anillo “No-Go”. El anillo Go imita una tuerca de tamaño perfecto en su condición máxima de material; debe enroscarse completamente en el perno sin aplicar una fuerza excesiva. El anillo No-Go comprueba el límite mínimo del diámetro primitivo y no debe enroscarse más de dos vueltas.
- Medición de precisión: Para obtener datos numéricos exactos en lugar de un simple aprobado/suspenso, los inspectores de control de calidad utilizan un Micrómetro de rosca equipado con yunques especiales en forma de V para medir directamente el diámetro primitivo. En entornos de laboratorio de alta precisión, el Método de tres cables es el estándar de referencia. Colocando tres alambres rectificados con precisión en las ranuras de la rosca y midiendo a través de ellos, los ingenieros pueden calcular el diámetro primitivo real con extrema precisión.
Inspección de roscas internas
Explorando las profundidades Inspeccionar un orificio roscado presenta los mismos retos de accesibilidad que mecanizarlo. No es fácil ver el interior del orificio, por lo que hay que confiar totalmente en la retroalimentación táctil y en sondas especializadas.
- Medidores de tapones roscados: Lo contrario al calibre de anillo, el calibre de tapón roscado parece un perno de acero endurecido de alta precisión. El extremo “Go” debe enroscarse suavemente hasta el fondo del orificio roscado, lo que demuestra que los diámetros mayor y primitivo son lo suficientemente grandes como para aceptar un perno estándar. El extremo “No-Go” verifica que el orificio no se haya cortado demasiado grande.
- El reto de la medición interna: Obtener una medición numérica real del diámetro interno del paso es muy difícil. Aunque existen micrómetros especializados para roscas internas, son delicados y engorrosos. A menudo, en el caso de componentes críticos para la industria aeroespacial o médica, para verificar la geometría interna es necesario moldear el interior del orificio o utilizar una máquina de medición por coordenadas (CMM) avanzada con palpadores especializados.

Tolerancias y ajustes
Incluso si un perno externo y un orificio roscado interno se mecanizan perfectamente de acuerdo con sus perfiles teóricos, es posible que no se puedan atornillar entre sí. ¿Por qué? Porque los ensamblajes mecánicos requieren una pequeña cantidad controlada de “espacio invisible” para funcionar: margen para la lubricación, el recubrimiento anticorrosión o, simplemente, la posibilidad de ensamblarse a mano sin atascarse. Esta zona de amortiguación microscópica se rige por las rigurosas reglas de tolerancias y ajustes.
En el sistema métrico (ISO) de roscas, ampliamente utilizado, la distinción entre roscas internas y externas es inmediatamente evidente en los planos de ingeniería, y se indica simplemente mediante el uso de mayúsculas o minúsculas en las letras utilizadas.
- Tolerancias de rosca externa (minúsculas): Las bandas de tolerancia para roscas externas, como pernos y tornillos, siempre se designan con letras minúsculas (por ejemplo,
g,h,e). Por ejemplo, una clase de tolerancia común para un tornillo estándar es 6g. El número “6” define el grado de precisión (el tamaño de la ventana de tolerancia), mientras que la letra “g” indica la posición de esa ventana. Una posición “g” significa que el tamaño máximo permitido del tornillo se corta intencionadamente un poco más pequeño que el tamaño básico teórico, lo que garantiza un pequeño espacio libre. - Tolerancias de rosca interna (mayúsculas): Por el contrario, las bandas de tolerancia de las roscas internas siempre se designan con letras mayúsculas (por ejemplo,
G,H). Una tuerca estándar suele tener un 6H tolerancia. La “H” significa que el tamaño mínimo admisible del orificio roscado es exactamente igual al tamaño básico teórico (tiene una desviación inferior cero).
Cuando se combina una rosca interna de 6H con una rosca externa de 6g, se crea el ajuste de holgura estándar más común en ingeniería. Las matemáticas garantizan que nunca chocarán perfectamente entre sí, dejando el espacio suficiente para un funcionamiento fluido.
En última instancia, estas tolerancias se aplican de manera más crítica al diámetro primitivo (el cilindro teórico en el que las crestas y ranuras de la rosca tienen el mismo ancho). Para una rosca métrica estándar, el diámetro primitivo teórico (d2) se calcula utilizando el diámetro nominal (d) y el paso (P) mediante la siguiente fórmula:
d2 = d – 0.6495P
Controlar esta dimensión específica dentro de su banda de tolerancia asignada es el objetivo final tanto del proceso de mecanizado como del de inspección mencionados anteriormente.
Comparación exhaustiva de sistemas: roscas externas frente a roscas internas
| Característica / Dimensión | Rosca externa (macho) | Rosca interna (hembra) |
| Ubicación geométrica | Corte en la superficie exterior de un cilindro o cono. | Cortar la superficie interior de un agujero perforado o taladrado. |
| Componentes típicos | Pernos, tornillos de máquina, espárragos, tornillos de avance, ejes roscados. | Tuercas, bridas roscadas, orificios roscados en bloques de motor o bancadas de máquinas. |
| Diámetro mayor (D / d) | Representa la distancia entre crestas. Es la dimensión exterior más grande (tamaño nominal). | Representa la distancia de raíz a raíz. Es el corte más ancho oculto en lo profundo del agujero. |
| Diámetro menor (D1 / d1) | Representa el diámetro de la raíz. Es la parte más delgada y estructuralmente más vulnerable del sujetador. | Representa el diámetro de la cresta. Determina directamente el tamaño del taladro necesario antes de roscar. |
| Procesos de mecanizado primario | Torneado de roscas en un solo punto, laminado de roscas (conformado en frío/forjado), roscado con matrices, fresado de roscas. | Roscado (machos de corte o de forma), torneado de roscas internas (mandrinado), fresado de roscas. |
| Entorno de mecanizado | Corte al aire libre. Excelente accesibilidad para el refrigerante y evacuación natural de virutas por gravedad/fuerza centrífuga. | Cerrado/claustrofóbico. Especialmente en agujeros ciegos. Alto riesgo de acumulación de virutas y mala penetración del refrigerante. |
| Desafíos en materia de herramientas | Configuraciones de herramientas generalmente muy rígidas. El desgaste de las herramientas es fácil de supervisar visualmente. | Propenso a la rotura de herramientas debido a la acumulación de virutas. Interno barras de taladro sufren de altos coeficientes de saliente (L/D), lo que provoca vibraciones/sacudidas. |
| Inspección en planta | Calibres de rosca (Go/No-Go). El calibre envuelve la pieza mecanizada. | Calibres de rosca (Go/No-Go). El calibre sondea el interior del orificio mecanizado. |
| Medición de precisión | Micrómetros de rosca (yunque en V), método de tres hilos, comparadores ópticos. | Micrómetros internos especializados, máquinas de medición por coordenadas (CMM) o moldeo interno por fundición. |
| Tolerancias métricas ISO | Designado por letras minúsculas (por ejemplo, 6 g, 6 h). Controla el margen de holgura del perno. | Designado por letras mayúsculas (por ejemplo, 6H, 6G). Controla el límite mínimo de tamaño del agujero. |
PREGUNTAS FRECUENTES
Referencias y lecturas adicionales
- Sandvik Coromant: centro de conocimientos sobre roscado Una guía completa de uno de los principales fabricantes de herramientas de corte del mundo. Ofrece consejos detallados sobre aplicaciones de torneado y fresado de roscas, así como sobre la selección de plaquitas para operaciones externas e internas. Sitio web: https://www.sandvik.coromant.com/en-us/knowledge/machining-formulas-definitions/threading
- OSG Tooling: guía y solución de problemas de roscado OSG es líder mundial en herramientas para taladrar y roscar. Su biblioteca técnica es un recurso excelente para comprender las complejidades del roscado interno, los cálculos adecuados del tamaño de las brocas y las soluciones para la evacuación de virutas en agujeros ciegos. Sitio web: https://www.osgtool.com/resources/technical
- Engineers Edge: normas y tolerancias de roscas métricas ISO Una referencia esencial para los ingenieros de diseño. Este sitio web ofrece gráficos detallados y calculadoras de ingeniería para perfiles de roscas métricas ISO, incluidas las dimensiones exactas de las 6H (interno) y 6 g Clases de tolerancia (externa) tratadas en este artículo. Sitio web: https://www.engineersedge.com/hardware/metric-external-thread-sizes1.htm
- Manual de maquinaria (Industrial Press) A menudo se le conoce como la “Biblia de las industrias mecánicas”. Aunque se trata de un manual impreso, sigue siendo la fuente definitiva y autorizada para el método de medición de tres hilos, las fórmulas de geometría de roscas y las estrategias de prevención de desgaste específicas para cada material. Sitio web: https://industrialpress.com/machinerys-handbook/