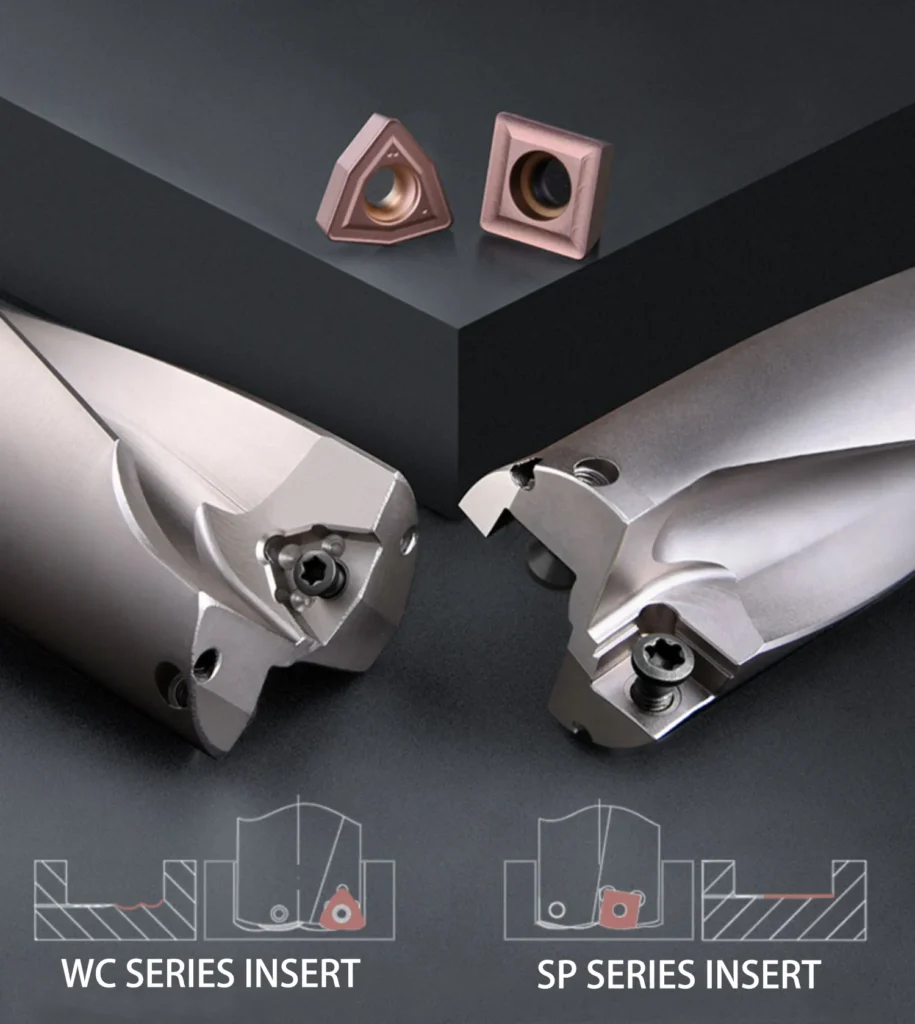
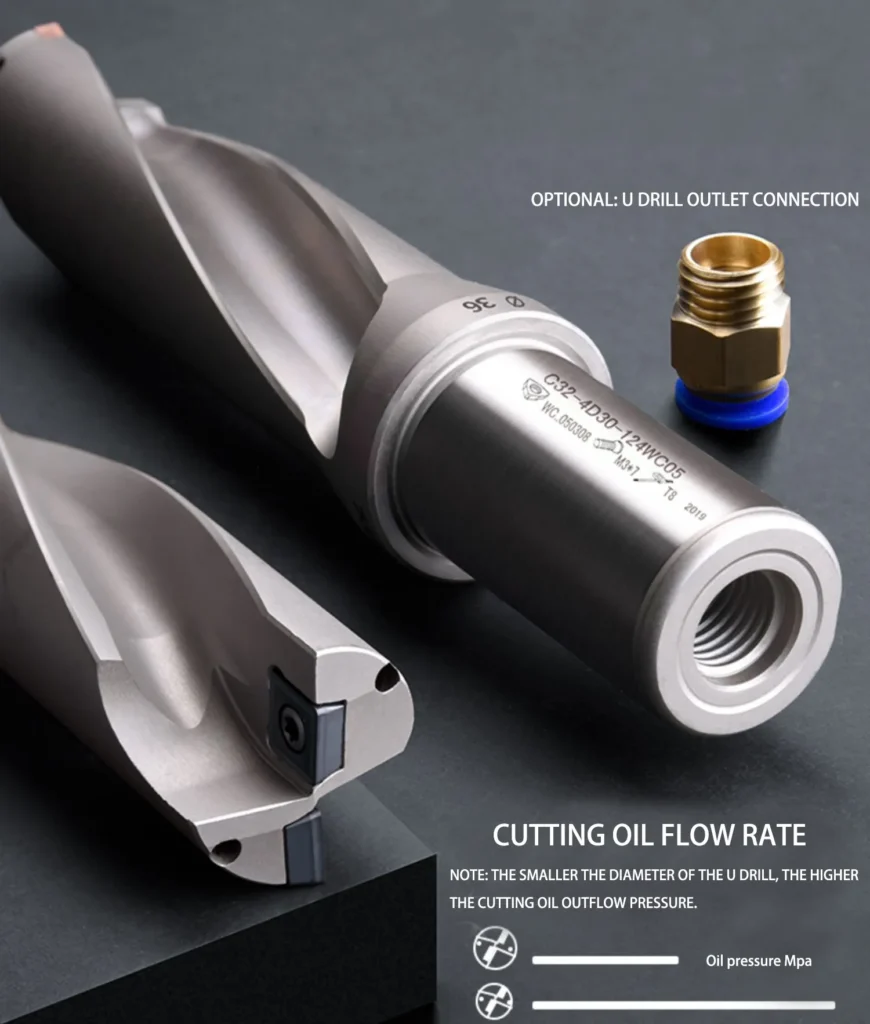
Una broca en U, también conocida como broca de plaquita intercambiable o broca modular, es una herramienta de corte de precisión diseñada para realizar agujeros de forma eficaz en el mecanizado CNC. Se caracteriza por su diseño de canal en forma de U y sus plaquitas de metal duro sustituibles, y destaca en el taladrado de agujeros superficiales y profundos en diversos materiales, como acero, acero inoxidable, aluminio y materiales compuestos. A diferencia de las brocas helicoidales tradicionales, las brocas en U utilizan un sistema modular con un cuerpo de herramienta duradero y plaquitas intercambiables, lo que las hace muy adaptables a aplicaciones de alta velocidad y alto avance.
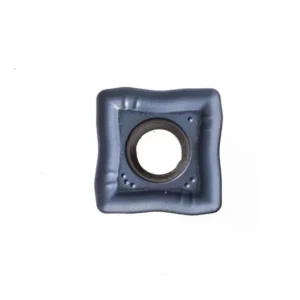
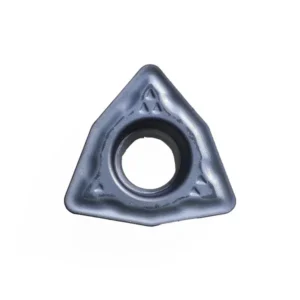
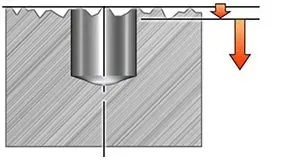
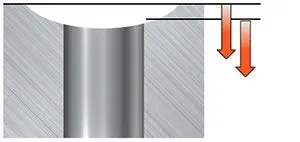
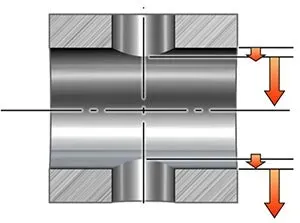
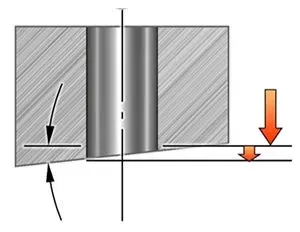
Ventajas de Ejercicios en U: Las brocas U ofrecen importantes ventajas que mejoran la eficiencia del mecanizado. Su diseño de ranura en forma de U garantiza una evacuación superior de las virutas, lo que reduce las obstrucciones y permite velocidades de avance más rápidas, lo que puede reducir los tiempos de ciclo hasta en un 70 %. El sistema de plaquitas reemplazables prolonga la vida útil de la herramienta y reduce el tiempo de inactividad, ya que las plaquitas desgastadas se pueden cambiar en cuestión de minutos sin necesidad de sustituir toda la broca. Además, las brocas U proporcionan una excelente rigidez, lo que permite altas velocidades de avance y diámetros de procesamiento más grandes (hasta 60 mm), al tiempo que ofrecen una precisión milimétrica en los agujeros y acabados superficiales superiores, lo que a menudo elimina la necesidad de operaciones de mandrinado secundarias.
Las brocas en U de ONMY destacan por su excelente calidad y rendimiento, fabricadas con materiales de alta calidad para garantizar su durabilidad y resistencia al calor. Centrada en la innovación, ONMY ofrece una amplia gama de calidades y geometrías de plaquita adaptadas a diversos materiales y aplicaciones, con el apoyo de un asesoramiento técnico experto. Con el respaldo de ventas directas de fábrica, una rigurosa gestión 6S y un servicio posventa 24/7, ONMY garantiza soluciones rentables y un soporte fiable, lo que convierte a sus brocas en U en la opción ideal para lograr resultados de mecanizado de primer nivel.