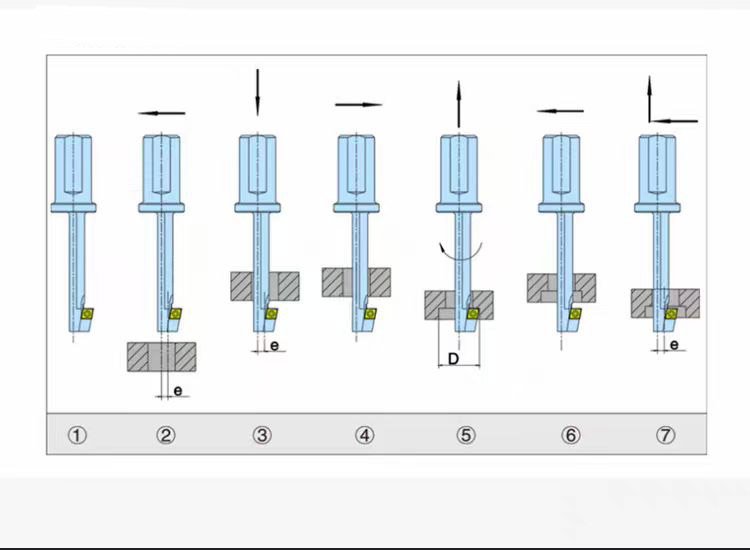
Una herramienta de corte por puntos, a menudo denominada cortadora BF, es una herramienta de corte especializada diseñada para el mecanizado de precisión. Se utiliza principalmente para crear una superficie plana y perpendicular en la parte posterior de un orificio taladrado o roscado. Este proceso se conoce como refrentado de puntos traseros.
Reduce el tiempo de corte de virutas en al menos 80% en comparación con las herramientas manuales tradicionales
Elimina costosas operaciones secundarias y ahorra tiempo mediante mejoras inteligentes del proceso.
Las plaquitas de metal duro estándar se adaptan a una amplia gama de materiales y reducen los costes de material.
La herramienta permite cortes interrumpidos pesados sin castañeteo excesivo
Diámetro mínimo del orificio piloto Ø10,4 mm
Relación profundidad/diámetro ilimitada con guías de apoyo
Cambio de herramientas fácil y rápido
Diámetro máximo de perforación hasta 1,6 veces el diámetro de perforación
Se dispone de avellanadores con chaflán.
Utiliza material SKD61, más resistente a los golpes, más resistente al desgaste y más estable.
Fácil programación simplemente desplazando los centros entre el husillo de la máquina y el agujero.
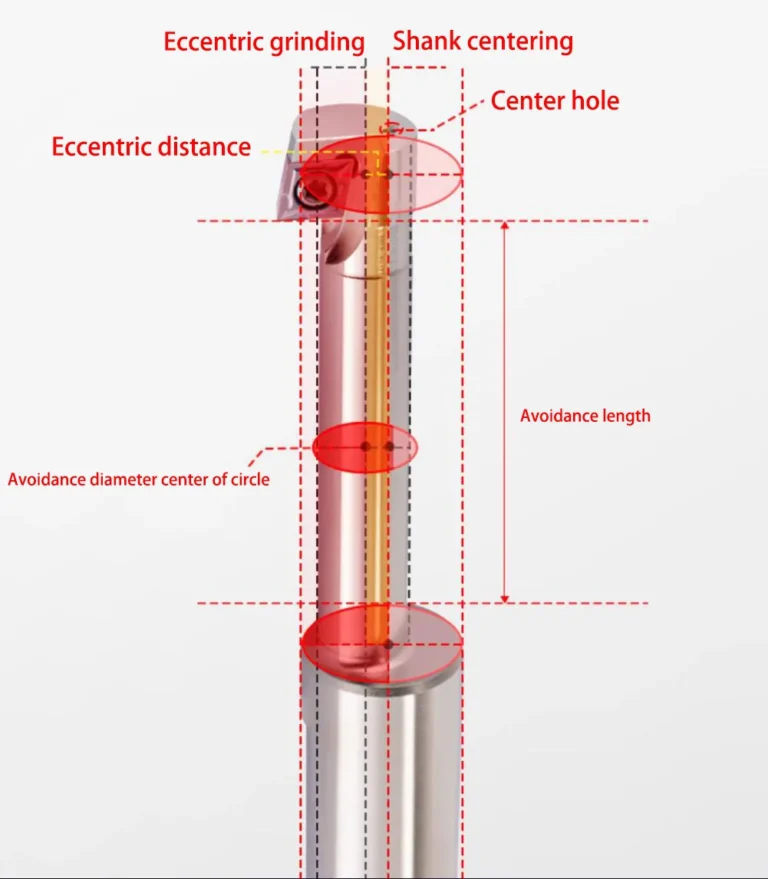
Proceso de rectificado excéntrico
Bajo la premisa de garantizar la rigidez, el uso del proceso de rectificado excéntrico puede evitar eficazmente el vaciado.
Bien diseñado
Fabricado con precisión, diseño de tornillo descentrado, las cuchillas se montan sin huecos para mejorar la rigidez. Evita la pérdida de cuchillas causada por la vibración, mejor efecto de mecanizado.
Orificio excéntrico de cara posterior
Resuelve los puntos débiles de procesamiento, el procesamiento de los agujeros avellanados traseros no necesita girar la superficie, mejorando en gran medida la eficiencia del procesamiento.
Prevención de la oxidación y la corrosión
Tratamiento de galvanoplastia, para que el producto sea resistente a la corrosión, resistente al desgaste, resistente a la oxidación, la cuchilla y la barra de corte se ajustan estrechamente, alta estanqueidad, precisión integral mejor
Método de sujeción lateral
La superficie del portaherramientas está fresada de forma paralela y plana, lo que hace que la fuerza de sujeción sea mayor y resbale menos durante el mecanizado.
Insertos estándar sustituibles
Intercambiable CCMT Las inserciones reducen los costos de procesamiento.
Especificación clara de la marca
Grabado por láser para una especificación de marca más clara
Herramienta de cara posterior Modelo Descripción
Modelo de cortadora
Diámetro de rotación( ΦDc)
Diámetro de la cabezaΦDc1
L1
L2
Longitud total (L)
Diámetro del vástago(ΦDs)
Profundidad de corte(ap)
Plaquita de metal duro
Tornillo
Llave
M10-1810-C16
18
10.4
53
40
95
16
4
CCMT160204
M2.5*6
T8
M12-2013-C16
20
12.4
53
40
100
16
4
M14-2315-C16
23
14.2
63
50
110
16
4.5
CCMT09T304
M4*9
T15
M16-2617-C20
26
16.4
86
68
150
20
5
M20-3321-C25
33
20.7
88
75
150
25
5.5
M24-4025-C25
40
24.6
90
78
150
25
8
Condiciones de corte recomendadas
ISO
Pieza de trabajo
Dureza
Velocidad de corte(M/Min)Min-Suit-Max
Alimentación(mm/t)Min-Suit-Max
P
Acero en general
180-280HB
100/150/200
0.05/0.15/0.2
Acero para moldes
180-281HB
100/150/200
0.05/0.1/0.15
M
Acero inoxidable martensítico
200-330HB
100/150/200
0.05/0.15/0.2
Acero inoxidable austenítico
200HB
80/130/160
0.05/0.1/0.15
K
Acero fundido
250HB
100/150/200
0.05/0.15/0.25
N
Aleaciones de alta temperatura
/
200/300/350
0.05/0.15/0.25
S
Aleación de titanio
/
30/40/60
0.03/0.05/0.08
Nota: Las condiciones de corte anteriores son valores de referencia aproximados y deben ajustarse en función de la rigidez mecánica y de la rigidez de la pieza de trabajo, la profundidad de corte, etc.
¿Interesado en nuestra herramienta para la cara del punto de retroceso?
ONMY Toolings está creciendo rápidamente estos años, ¡y siempre damos la bienvenida a socios para trabajar juntos y conseguir beneficios manuales y crecer juntos!
Lo que necesita es un verdadero veterano de la industria de herramientas CNC. Deje que las herramientas ONMY le ayuden a convertirse en el número 1 del sector.