WNMG 插件
WNMG 刀片角度:0° 負鋸齒刀片,雙面斷屑槽
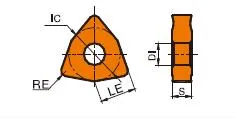
WNMG 硬質合金刀片刻圓 (IC) 為 9.525mm/12.7mm,厚度為 3.97mm/4.76mm,轉角 (鼻端) 半徑為 0.2mm/0.4mm/0.8mm/1.2mm;
加工場景:粗加工/半精加工/精加工;
工件材料:碳鋼與合金鋼、不銹鋼與高溫合金、鋼與鑄鐵;
配對 WNMG 插片座:DWLNR/L、PWLNR/L、PWLNR/L;
WNMG 硬質合金刀片尺寸:(ISO) WNMG06t304; WNMG06t308; WNMG060404; WNMG060408; WNMG080404; WNMG080408; WNMG080412;
(ANSI) WNMG331/ WNMG332/ WNMG431/ WNMG432;
產品介紹
WNMG Insert 可透過結合不同的斷屑槽和等級來處理多重作業。
主要功能
- 形狀: WNMG 刀片具有三棱形(等邊三角形),內含 80° 角。這種堅固的形狀提供三個切削刃,符合成本效益。
- 中性耙角: 切削面既非正也非負,而是與切削刃成 0° 角。這提供了適合各種材料和操作的強力刃口。
- 淨空角度: 通常約為 5-7° 以防止刀片與工件磨擦。
- 進階 Chipbreakers: WNMG 刀片的一側或兩側具有複雜的斷屑槽幾何形狀,對特定材料和應用的切屑形成有顯著影響。
- 塗層: 常見的塗層材料有 TiN、TiCN、AlTiN 等,可提高耐磨性及壽命。
WNMG 插件規格
瞭解 WNMG 守則
WNMG 命名中的字母和數字揭示了關鍵資訊:
- W: 內含 80° 夾角的 Trigon 形狀
- N: 中性 (0°) 前傾角
- M: 公差等級(表示尺寸的精確度)
- G: 表示特定的孔洞及斷屑槽設計 (因製造商而異)
數字:
- 通常前兩個數字代表刻圓(三角形的大小),單位為十六分之一英吋(ISO 代碼則直接以毫米為單位)。
- 第三個數字代表厚度,單位為十六分之一英吋。
- 最後一個數字通常表示機頭半徑(越小表示越尖銳)。
WNMG 插片座
PWLNR/L (KAPR95°)

MWLNR/L (KAPR95°)

硬質合金 VNMG 刀片尺寸 (ISO 和 ANSI)
| WNMG 插入件尺寸 | ||||
|---|---|---|---|---|
| ISO 認證 | ANSI 指定 | 刻字圓圈 (IC) | 厚度 | 轉角半徑 |
| WNMG 060404 | WNMG331 | 6.35 公釐(0.25 吋) | 3.18 公釐(0.125 吋) | 0.4 公釐(0.016 吋) |
| WNMG 060408 | WNMG332 | 6.35 公釐(0.25 吋) | 3.18 公釐(0.125 吋) | 0.8 公釐(0.031 吋) |
| WNMG060412 | WNMG333 | 6.35 公釐(0.25 吋) | 3.18 公釐(0.125 吋) | 1.2mm(0.047'') |
| WNMG 080404 | WNMG431 | 8 公釐(0.315 吋) | 4.76 公釐(0.187 吋) | 0.4 公釐(0.016 吋) |
| WNMG 080408 | WNMG432 | 8 公釐(0.315 吋) | 4.76 公釐(0.187 吋) | 0.8 公釐(0.031 吋) |
| WNMG080412 | WNMG433 | 8 公釐(0.315 吋) | 4.76 公釐(0.187 吋) | 1.2mm(0.047'') |
常見問題
根據以下條件選擇 WNMG 插入件:
- 工件材質: 將刀片等級與材料相匹配。
- 車削作業類型: 粗加工需要較大的機頭半徑以增加強度,精加工則需要較小的半徑以獲得更好的表面光潔度。
- 晶片控制: 對於 WNMGs 來說,選擇完美的斷屑槽幾何形狀對於優化切削過程至關重要。
重要注意事項
- WNMG刀片的用途非常廣泛,但要發揮最大效能,關鍵在於針對您的特定作業與材料,選擇正確的斷屑槽。詳情請參閱製造商文件。
硬質合金刀片背後的科學:鎢鋼刀片的製造過程及強度原因
硬質合金刀片是目前用途最廣且最耐用的切削工具。但它們是如何製成的呢?是什麼讓它們如此堅固?在本影片中,我們將探討硬質合金刀片背後的科學,從碳化鎢的特性到製造過程。
我們的生產能力
在現代製造業中,高性能的硬質合金刀片是不可或缺的工具,為高效率、精準的金屬加工奠定了基礎。然而,這些卓越的刀片並不是單獨存在的;它們需要先進機械的堅定支援。










