 跳至內容
跳至內容 

TCMT車削刀具
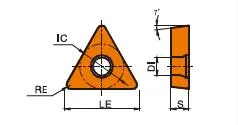
TCMT 刀片角度:7° 正前角刀片,帶斷屑槽; 中心孔為 40°-60° 單沉孔; 中心孔為 40°-60° 單沉孔; 中心孔為 40°-60° 單沉孔; 中心孔為 40°-60° 單沉孔。
TCMT嵌入圓(IC)為6.35mm/9.525mm,厚度為2.38mm/3.97mm,角(鼻)半徑為0.4mm/0.8mm/1.2mm;
螺絲鎖入式刀片,半精加工幾何形狀,具有高正前角面,可控制長切削材料的切屑;
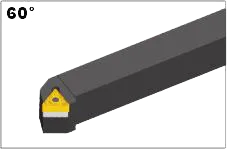
60° 三角形硬質合金刀片;以及單面斷屑槽;
斷路器應用:半搪瓷加工;
相匹配的 TCMT 插片座:STFCR/L、SGCR/L、STTCR/L;
TCMT 插片類型範圍:(ISO)TCMT110204/TCMT16T3/TCMT0902/;(ANSI)TCMT32.51/TCMT21.51;
TCMT Insert 可透過結合不同的斷屑槽和等級來處理多重作業;
材質 : 碳化鎢;
產品介紹
TCMT 刀片的意思是指具有 60 度包含角 (T)、7 度間隙角 (C)、中等公差等級 (M) 的三角形車削刀片,通常還具有斷屑槽功能 (T)。
這些刀片提供三個切削刃和正前角,適合較小工件或較軟材料的精加工和半精加工。
其設計以達到良好的表面光潔度為優先考量,而斷屑槽則可確保有效的切屑控制。
TCMT刀片是許多通用車削應用的多用途、高成本效益的選擇。
TCMT 插件規格
TCMT 的意義:
- T:內含 60 度角的三邊形或三角形。
- C:7 度間隙角(在切削刃與工件之間建立空間)。
- M:中等公差等級(一般用途的精確度範圍)。
- T: 單面斷屑槽和螺絲鎖。
在「TCMT」之後,您會看到一組數字,例如 TCMT 21.51 或 TCMT 32.52。這些數字會告訴您尺寸:
- 第一個數字(2 或 3): 表示切削刃長度,單位為十六分之一英吋。
- 小數點後的數字(1.5 或 2.5): 刀片厚度(十六分之一英吋)。
- 最終數字(0、1 或 2): 機頭半徑代號。數字越小,表示圓角越銳利,是精加工的理想選擇。
TCMT 插片座

STGCR/L
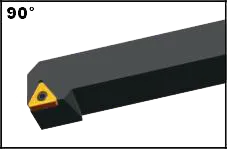
STTCRL
TCMT 硬質合金刀片尺寸 (ISO 和 ANSI)
| TCMT 指定 | 刻字圓圈 (IC) | 厚度 | 共用轉角半徑 |
|---|---|---|---|
| TCMT 21.51 (0602) | 6.35 公釐(約 0.25 吋) | 2.38 公釐(約 0.094 吋) | 0.4 公釐(0.015 吋)、0.8 公釐(0.031 吋) |
| TCMT 32.51 (1103) | 9.525 公釐(約 0.375 吋) | 4 公釐(約 0.156 吋) | 0.4mm (0.015")、0.8mm (0.031")、1.2mm (0.047") |
範例:TCMT 32.52
- 三角形
- 7° 側隙角
- 製造精度適中
- 某種孔洞及斷屑槽設計
- 3/16″ 切削刃長度
- 5/32″ 厚度
- 刀尖半徑 0.0625″ (1/16″) - 最適合一般用途或粗加工切削
硬質合金刀片背後的科學:鎢鋼刀片的製造過程及強度原因
硬質合金刀片是目前用途最廣且最耐用的切削工具。但它們是如何製成的呢?是什麼讓它們如此堅固?在本影片中,我們將探討硬質合金刀片背後的科學,從碳化鎢的特性到製造過程。
我們的生產能力











