背面點面工具
背面锪孔刀具,通常稱為 BF 刀具,是一種專為精密加工而設計的專用切削刀具。 它主要用於在鑽孔或螺紋孔的背面創建平坦、垂直的表面。此工藝稱為背面锪孔加工。
- 與傳統手動工具相比,切屑時間減少至少 80%
- 透過巧妙的流程改進,消除成本高昂的二次操作並節省時間
- 標準硬質合金可轉位刀片可適應多種材料並降低材料成本
- 刀具允許進行重斷續切削,而不會產生過多的顫振
- 最小導孔直徑Ø10.4mm
- 支撐導軌的無限深度直徑比
- 輕鬆快速地更換工具
- 最大背孔直徑可達鏜孔直徑的 1.6 倍
- 可提供倒角的後沉頭埋頭孔。
- 採用SKD61材質,更抗震、更耐磨、更穩定。
- 也可以輕鬆查看我們的 自動背面锪孔工具
應用領域
- 螺栓頭座面
- 差別情況 – 球形和扁平形
- 氣門座凹坑
- 閘閥
- 行星齒輪架
- 變速箱殼
- 起落架
- 可根據要求提供帶有倒角和其他形狀的特殊刀片

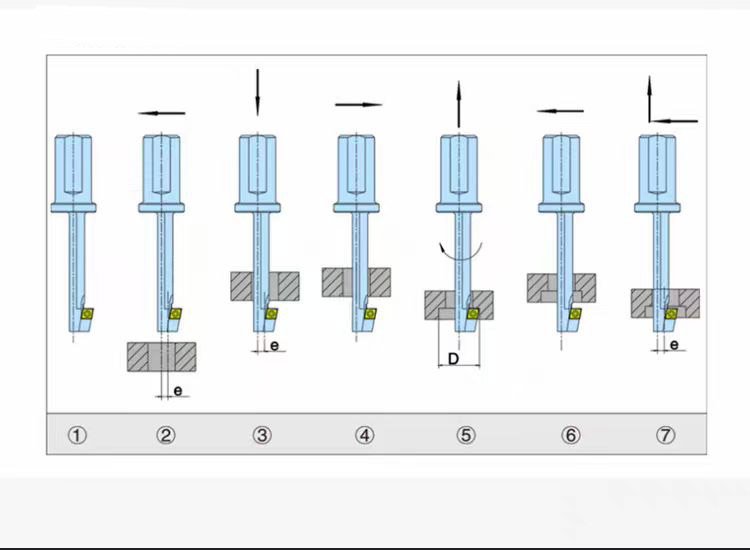
輕鬆CNC編程
只需偏移工具機主軸和孔之間的中心即可輕鬆編程。
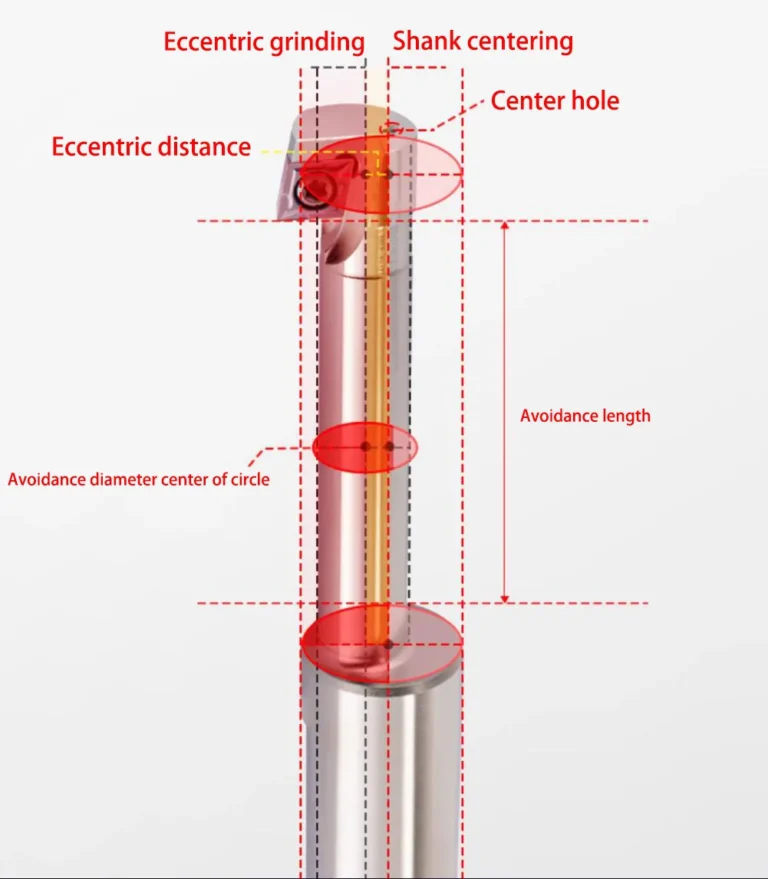
偏心磨削工藝
在確保剛性的前提下,採用偏心磨削製程可以有效避免空鼓。

設計精良
精密製作,螺絲偏移設計,刀片無間隙安裝,增強剛性。避免振動造成的刀片損耗,加工效果更好。
偏心背孔沉頭臉孔
解決加工痛點,加工背面沉孔無需車面,大幅提升加工效率

防鏽、防腐蝕
電鍍處理,使產品耐腐蝕、耐磨、抗氧化,刀片與刀桿緊密貼合,密封性高,綜合精度較好

側面緊固夾緊方式
刀柄表面銑削平行且平坦,使加工時夾緊力更強且不易打滑。

可更換的標準刀片
可互換的 CCMT 刀片可降低加工成本

清晰的規格品牌
雷射雕刻使規格品牌更加清晰

背锪面工具型號說明

| 刀具型號 | 迴轉直徑(ΦDc) | 封頭直徑ΦDc1 | L1 | L2 | 總長度(L) | 柄徑(ΦDs) | 切削深度(ap) | 硬質合金刀片 | 擰緊 | 扳手 |
|---|---|---|---|---|---|---|---|---|---|---|
| M10-1810-C16 | 18 | 10.4 | 53 | 40 | 95 | 16 | 4 | CCMT160204 | M2.5*6 | Q8 |
| M12-2013-C16 | 20 | 12.4 | 53 | 40 | 100 | 16 | 4 | |||
| M14-2315-C16 | 23 | 14.2 | 63 | 50 | 110 | 16 | 4.5 | CCMT09T304 | M4*9 | T15 |
| M16-2617-C20 | 26 | 16.4 | 86 | 68 | 150 | 20 | 5 | |||
| M20-3321-C25 | 33 | 20.7 | 88 | 75 | 150 | 25 | 5.5 | |||
| M24-4025-C25 | 40 | 24.6 | 90 | 78 | 150 | 25 | 8 |
推薦切削條件
| 國際標準化組織 | 工件 | 硬度 | 切削速度(M/Min)Min-Suit-Max | 進給量(mm/t)最小-適合-最大 |
|---|---|---|---|---|
| 磷 | 普通鋼材 | 180-280HB | 100/150/200 | 0.05/0.15/0.2 |
| 模具鋼 | 180-281HB | 100/150/200 | 0.05/0.1/0.15 | |
| 中號 | 馬氏體不銹鋼 | 200-330HB | 100/150/200 | 0.05/0.15/0.2 |
| 奧氏體不銹鋼 | 200HB | 80/130/160 | 0.05/0.1/0.15 | |
| K | 鑄鋼 | 250HB | 100/150/200 | 0.05/0.15/0.25 |
| 氮 | 高溫合金 | / | 200/300/350 | 0.05/0.15/0.25 |
| S | 鈦合金 | / | 30/40/60 | 0.03/0.05/0.08 |
| 註:以上切削條件為近似基準,需依機械剛性、工件剛性、切削深度等進行調整。 | ||||
對我們的背斑工具有興趣嗎?
ONMY Toolings這些年發展迅速,歡迎合作夥伴攜手合作,實現手工效益,共同成長!