精密加工の世界では、適切な工具があるかないかで、良い製品と素晴らしい製品の差が大きく変わります。このような重要な工具の中でも、Uドリルは様々な材料に高品質の穴を開けるための汎用的で効率的なオプションとして際立っています。この包括的なガイドでは、Uドリルの世界を掘り下げ、その特徴、用途、使用上のベストプラクティスを探ります。
Uドリルとは?

A UドリルUドリルは、刃先交換式インサートドリルとしても知られ、効率的で精密な穴加工を行うために設計された特殊な切削工具です。従来のツイストドリルとは異なり、UドリルはユニークなU字型のフルートデザインを特徴としており、切り屑の排出性が良く、切削性能が向上しています。この革新的な設計により、Uドリルは特に高速加工や優れた穴品質を必要とする用途に適しています。
Uドリルの主な特徴は以下の通り:
- 交換可能な超硬チップ
- セルフセンタリング機能
- 優れたチップコントロール
- 高い切削速度と送り速度
- 様々な素材に対応する汎用性
Uドリルサイズ表と標準サイズ
理解する Uドリル サイズは、特定の用途に適した工具を選択するために非常に重要です。Uドリルのサイズチャートには通常、ドリル径、全長、およびチップの仕様に関する情報が記載されています。標準的なUドリルのサイズは、メーカーにより、0.472インチ(12mm)の小径から2.559インチ(65mm)以上の大径まであります。
U字型ドリルのサイズ表を参考にする場合は、以下の要素を考慮してください:
- 必要な穴径
- 掘削する材料
- 穴の深さ
- 機械仕様
Uドリルのサイズはメーカーによって若干異なる場合があるため、工具メーカーが提供する特定のUドリルサイズ表を常に参照することが重要です。
Uドリルの用途
Uドリルは、その汎用性と効率性により、広範な産業および材料で使用されています。一般的なUドリルの用途には次のようなものがあります:
- 自動車エンジンブロック、トランスミッションハウジング、ブレーキ部品
- 航空宇宙構造部品、着陸装置部品
- 石油・ガスドリルビット、バルブ、フランジ
- 一般製造業:機械フレーム、金型
Uドリルは、以下のような様々な材料の穿孔に優れています:
- スチールおよびステンレススチール
- 鋳鉄
- アルミニウムおよびその他の非鉄金属
- 複合材料
CNC工作機械でのUドリル使用テクニック

- Uドリル 工作機械の高剛性と工具とワークピースの芯出しが必要なため、大出力、高剛性、高速のCNC工作機械での使用に適している。
- Uドリルを使用する場合、センターチップには靭性の良いチップを、外周チップには鋭利なチップを選択する。
- 異なる被削材には、異なるチップ溝形状のチップを選 択する。一般的に、送りが小さく、公差が小さく、内径比が大きい場合は、切削抵抗が小さいチップを使用し、荒加工、公差が大きく、内径比が小さい場合は、切削抵抗が大きいチップを使用する。
- 機械の主軸出力、Uドリルのクランプ安定性、クーラント圧力、使用時の流量を常に考慮し、穴の表面粗さや寸法精度に影響を与えないように切り屑の排出をコントロールしてください。
- クランプ中、Uドリルの中心がワーク表面と一致し、垂直になっていることを確認してください。
- 被削材に応じて適切な切削パラメータを選択する。
- 試切削中は、Uドリルチップや工具の破損や損傷を避けるため、不用意に送り速度を下げたり、速度を落としたりしないでください。
- 使用中にインサートに磨耗や破損が見られた場合は、その理由を注意深く分析し、より丈夫なインサートや耐磨耗性のあるインサートに交換してください。
- 多段穴を加工する場合は、大きな穴から加工し、次に小さな穴を加工する。
- Uドリル中に切屑を洗い流すために、十分なクーラント圧を確保してください。
- Uドリルシャンクが破損する恐れがあります。
- Uドリルで穴あけ加工を行う場合、ワークの回転、工具の回転、または同時回転を使用することができますが、ワークの回転では直線送りが一般的に使用されます。
- CNC加工中に機械の能力を考慮し、切削パラメータを適切に調整する。
Uドリル・パラメーター
Uドリル(ラピッドドリル)の加工パラメータ計算
ドリル回転速度の計算
n = (Vc × 1000) / (3.14 × Dc)
Vc(m/min):線速度の標準値
Dc(mm):ドリル径
n (rev/min):ドリルビットの実速度
例インサートの直線速度が100 m/min、ドリルビットの直径が20 mmの場合、ドリルビットの回転速度は、n = (100 × 1000) / (3.14 × 20) ≒ 1600rev/min となります。
送り速度の決定
Vf = Fr × n
Vf(mm/min):工具の送り速度
Fr(mm/rev):1回転あたりの送り速度
スピンドル回転数
例主軸回転速度が1600rev/minで、1回転あたりの送りが0.1mm/revの場合、送り速度は次のようになります:Vf = Fr × n = 1600 × 0.1 = 160mm/min
穴加工時間の見積もり
Tc = (H / Vf) × 60
Tc(秒):加工に要する時間
H(mm):穴の深さ
例直径20mm、深さ40mmの穴を加工する場合、送り速度を140mm/minとすると、加工時間は次のようになる:Tc = (H / Vf) × 60 = (40 / 160) × 60 ≒ 15s
Uドリル切削速度
最適な性能と工具寿命を達成するためには、適切なUドリルの切削速度を決定することが極めて重要です。Uドリルの切削速度は、その高度な設計とチップ技術により、通常、従来のドリルで使用される速度よりも高くなります。
Uドリルの切削速度に影響を与える要因には、以下のようなものがある:
- 材料の硬度と組成
- ドリル径
- インサートのグレードと形状
- クーラントの種類と供給方法
一般的なガイドラインとして、Uドリルの切削速度は、鋼材では300~600面フィート/分(SFM)ですが、アルミニウムでは大幅に高くなり、1000 SFMを超えることもあります。常にメーカーの推奨値を参照し、特定の用途と希望する結果に基づいて調整してください。
Uドリルタイプ
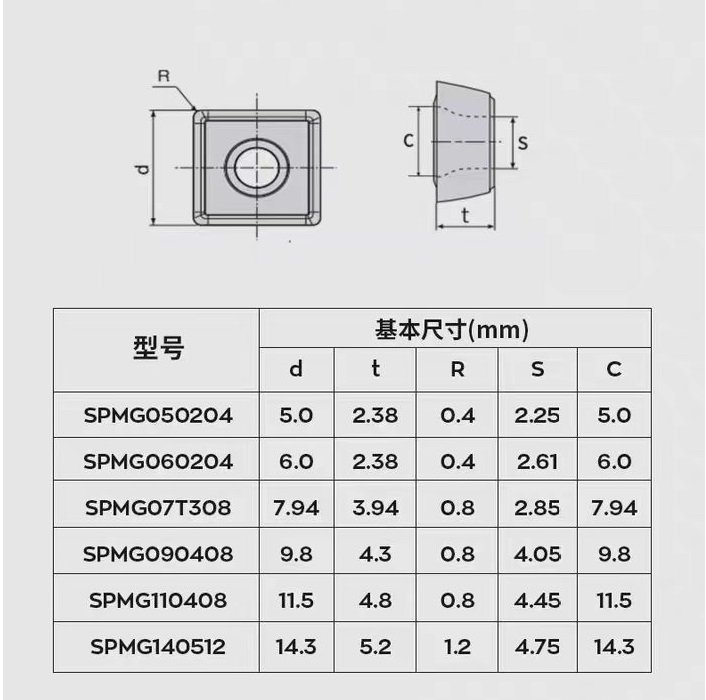
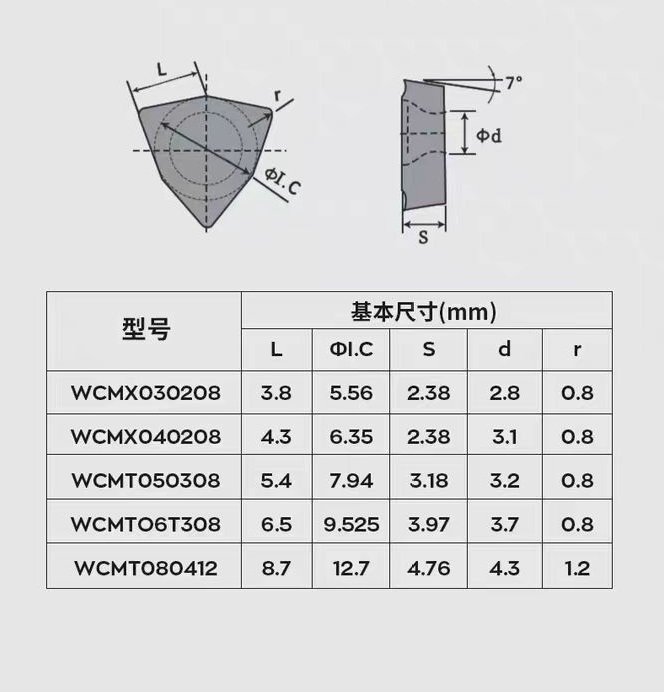
Uドリルタイプ:spmgインサート(spmg 05インサート、spmg 06インサート、spmg 07インサート、spmg 09インサート、spmg 11インサート、spmg 14インサート)およびwcmxインサート(wcmx 03インサート、wcmx 04インサート、wcmx 05インサート、wcmx 06インサート、wcmx 08インサート)。
CNC Uドリル
UドリルとCNC(コンピュータ数値制御)機械の統合は、現代の製造業における穴あけ工程に革命をもたらしました。CNCのUドリルには、手動のドリル加工に比べていくつかの利点があります:
- 精度と再現性の向上
- ツール交換の自動化による生産性の向上
- 複雑な掘削パターンとシーケンスを実行する能力
- プロセス制御とモニタリングの改善
CNCを使用する場合 Uドリルなどの要素を考慮することが重要である:
- 適切なツールホルダーの選択
- 正確な工具長と工具径の補正
- 効率的なツールパスのための最適化されたCNCプログラミング
VMC(立形マシニングセンタ)用Uドリル
立形マシニングセンタ(VMC)は、Uドリルを使用することで大きな利益を得ることができる汎用性の高い機械です。VMCアプリケーションにUドリルを使用する場合は、以下の点を考慮してください:
- 機械の剛性とワークの保持
- クーラント供給システムの能力
- 異なる穴サイズに対する工具交換の必要性
- 他の加工作業との統合
VMC用途のUドリルは、クーラントチャンネルの強化や、重力アシストによる切り屑排出のための最適化されたチップ形状など、垂直方向での性能を最大化するための特別な適応を特徴とすることが多い。
正しいU字ドリルの選択
最適な結果を得るためには、特定の用途に適したUドリルを選択することが重要です。Uドリルを選択する際には、以下の要因を考慮してください:
- 穴径と深さの要件
- 材料特性
- 機械能力
- 生産量
- 表面仕上げの要件
- コストの検討(初期投資と長期的な節約との比較)
工具の専門家やメーカーに相談し、お客様のニーズを最も満たし、加工効率を最大化するUドリルを選択してください。
Uドリル使用上の注意点

- どのインサートが上向き、下向き、内向き、外向きか、正しい取り付け方向に注意してください。
- センターハイトは、直径に応じて一般的に0.1mmの管理範囲内で校正する必要があります。小径のUドリルでは、より高いセンターハイトが要求されます。センターハイトが不適切な場合、チップの不均一な摩耗、穴のオーバーサイズ、チップ寿命の低下を引き起こす可能性があります。
- Uドリルには高いクーラント要件があり、クーラントが中心に到達する必要があり、圧力は高い方が良い。余分なクーラントポートは、圧力を確保するために塞ぐことができます。
- メーカーの切削パラメーターの考慮事項に従うが、異なるチップのブランドや機械のパワーも考慮する。加工中の機械負荷を参照し、適切な調整を行う。
- インサートを点検し、適時に交換すること。インサートを逆転させないでください。
- ワークの硬さとチップのオーバーハング長に基 づいて、切り込み深さを調整する。硬いワークには、オーバーハング長を大きくし、切り込み深さを小さくする。
- 過度に摩耗したチップは使用しないこと。チップの摩耗量と加工可能なワークの量を記録し、適時チップを交換してください。
- 適切で正しく加圧された内部クーラントを使用してください。その主な機能は、切り屑の除去と冷却です。
- Uドリルは、紫青銅や軟質アルミニウムのような軟質材料には適さない。
Uドリルのメンテナンスとお手入れ
Uドリルの適切なメンテナンスは、ドリルの寿命と安定した性能を確保するために不可欠です。以下のベストプラクティスに従ってください:
- インサートに摩耗や損傷がないか定期的に点検する。
- ドリル本体とインサートを清掃し、注油する。
- Uドリルは清潔で乾燥した環境で保管してください。
- インサートの割り出しと交換は、メーカーのガイドラインに従ってください。
- 切削パラメータを監視し、必要に応じて調整して早期摩耗を防ぐ
Uドリルでよくある問題のトラブルシューティング
- 穴の品質が悪い:チップの状態と切削パラメータをチェックする
- 過度の振動:ツールホルダのバランスと機械の剛性が適切であることを確認します。
- 穴の大きさが一定でない:インサートの摩耗や不適切なセットアップがないか点検する。
結論
Uドリルは、幅広い用途で優れた性能と効率性を発揮し、現代の機械加工に欠かせない工具となっています。Uドリルのサイズチャート、パラメータ、およびベストプラクティスを理解することで、機械加工者はこの汎用性の高い工具を活用して、ドリル加工で優れた結果を得ることができます。
技術が進歩し続けるにつれて、Uドリルの設計、材料、コーティングにさらなる技術革新が起こることが予想される。これらの開発により、将来、Uドリルの切削速度のさらなる高速化、耐摩耗性の向上、用途の拡大が実現する可能性が高い。
Uドリルの使い方をマスターし、ドリル加工技術の最新の進歩について常に情報を得ることで、機械工やメーカーは、日々進化する精密加工の世界で競争力を維持することができます。
Uドリルとは何ですか?普通のツイストドリルとの違いは何ですか?
Uドリルは、U字形状の刃を持つ刃先交換式ドリルで、従来のツイストドリルに比べて切屑排出性が良く、切削速度が速い。ソリッド刃の代わりに、交換可能な超硬チップを使用します。
Uドリルで加工できる材料は何ですか?
Uドリルは、鋼、ステンレス鋼、鋳鉄、アルミニウム、その他の非鉄金属など、さまざまな材料を加工できます。また、一部の複合材料にも適しています。
U字ドリルを使う利点は何ですか?
利点としては、切削速度の向上、穴品質の向上、切り屑排出性の向上、工具寿命の延長、ドリル全体ではなく摩耗したチップを簡単に交換できることなどが挙げられる。
正しいU字ドリルのサイズを選ぶには?
メーカーが提供するUドリルサイズ表を参照してください。必要な穴の直径、深さ、穴あけする材料、機械の仕様を考慮してください。
Uドリルの一般的な切削速度は?
切削速度は素材やドリルサイズによって異なるが、一般的にスチールでは300~600 SFM、アルミニウムでは1000 SFMを超えることもある。常にメーカーの推奨事項を参照してください。
UドリルはCNCマシンで使用できますか?
はい、Uドリルは立形マシニングセンター(VMC)を含むCNC機械で一般的に使用されています。Uドリルは、自動化された工程によく適合します。
ドリル?
Devir(回転速度):回転速度 (スピンドル速度) は、通常、毎分回転数 (RPM) で測定されます。Uドリルの場合、最適な回転速度はいくつかの要因によって異なります:
穴あけする材料:材料によって必要な切削速度は異なります。
Uドリル径:ドリル径が大きいほど、一般に低回転が要求される。
Uドリルの切削速度:これは通常、メーカーから毎分サーフェスフィート(SFM)または毎分メートル(m/min)の単位で提供される。
適切なRPMを計算するには、次の式を使用します:RPM = (SFM x 3.82) / 直径(インチ)
送り速度:送り速度は、ドリルが被削材に向かって移動する速度で、通常は1回転あたりインチ(IPR)または1回転あたりミリメートル(mm/rev)で測定される。
供給速度に影響を与える要因には、以下のようなものがある:
素材硬度
希望するホール品質
Uドリルサイズ
機械剛性
Uドリルメーカーは通常、さまざまな材料やドリルサイズに対する推奨送り速度を提供しています。


